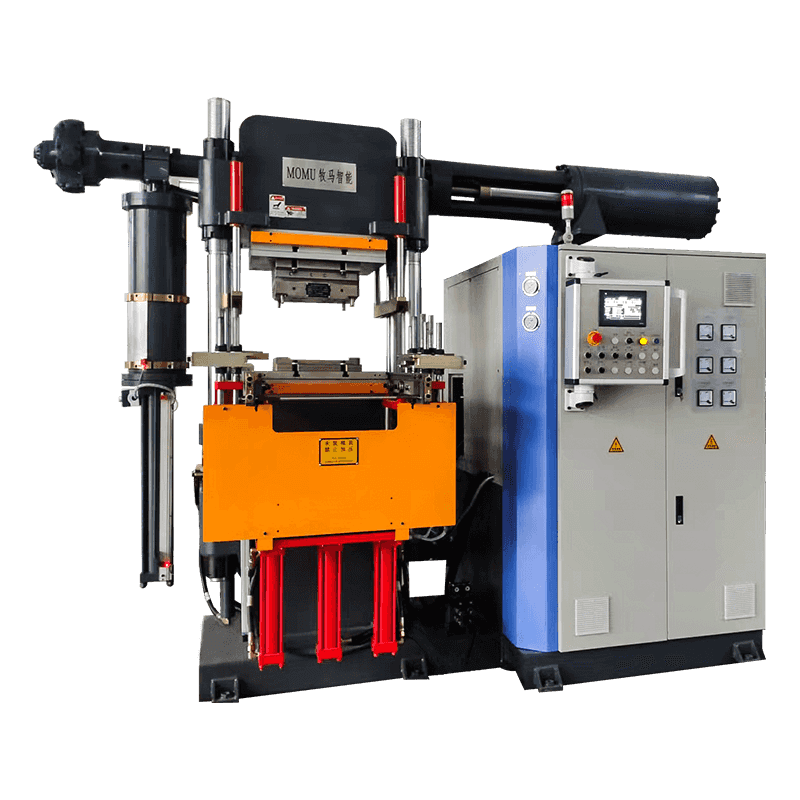
Ce este o mașină de vulcanizare a cauciucului în vid
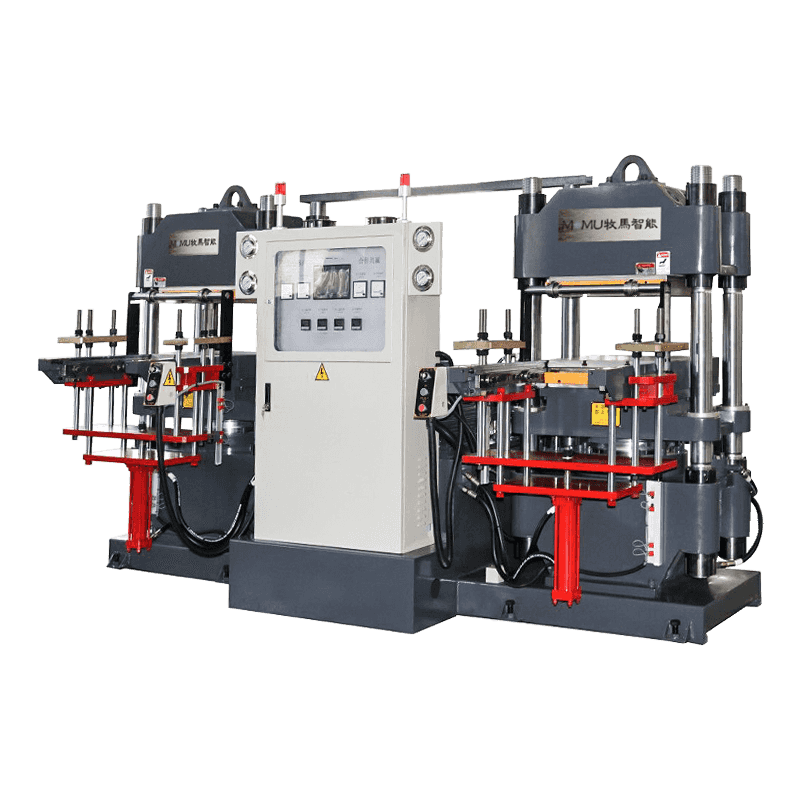
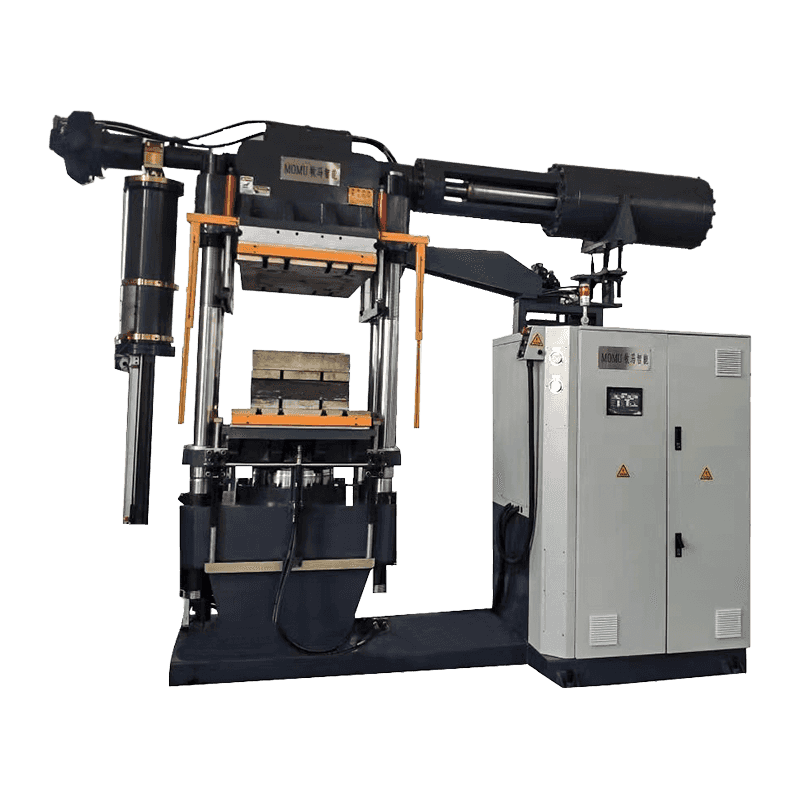
A mașină de vulcanizare a cauciucului în vid este un sistem de presă industrial care combină căldura, presiunea și un mediu de vid controlat pentru a întări compușii de cauciuc în forma lor finală și durabilă. Vulcanizarea este procesul chimic prin care cauciucul brut sau amestecat este reticulat prin căldură și un agent de întărire - de obicei sulf sau un peroxid - transformând un material moale, flexibil într-un produs puternic, elastic și stabil termic. Adăugarea de vid la acest proces este ceea ce distinge această mașină de presele standard de cauciuc: prin evacuarea aerului și a gazelor volatile din cavitatea matriței înainte și în timpul întăririi, mașina elimină porozitatea, capcanele de aer și defectele de gol care altfel ar compromite integritatea structurală și calitatea suprafeței piesei finite din cauciuc.
Această tehnologie este adoptată pe scară largă în industriile în care componentele din cauciuc trebuie să îndeplinească standarde stricte pentru uniformitatea densității, finisarea suprafeței, acuratețea dimensională și performanța mecanică. De la etanșări auto și garnituri aerospațiale până la piese din silicon de calitate medicală și diafragme industriale de precizie, mașinile de vulcanizare în vid produc produse din cauciuc pe care metodele standard de presare la cald pur și simplu nu le pot egala ca consistență sau calitate fără defecte.
Cum funcționează procesul de vulcanizare în vid
Ciclul de funcționare al unei mașini de vulcanizare a cauciucului în vid urmează un set de etape ordonate cu atenție, fiecare dintre acestea joacă un rol critic în obținerea unei întăriri fără defecte. Înțelegerea acestei secvențe ajută operatorii și inginerii să optimizeze parametrii de proces pentru compuși specifici de cauciuc și geometrii matrițe.
Încărcarea matriței și închiderea inițială
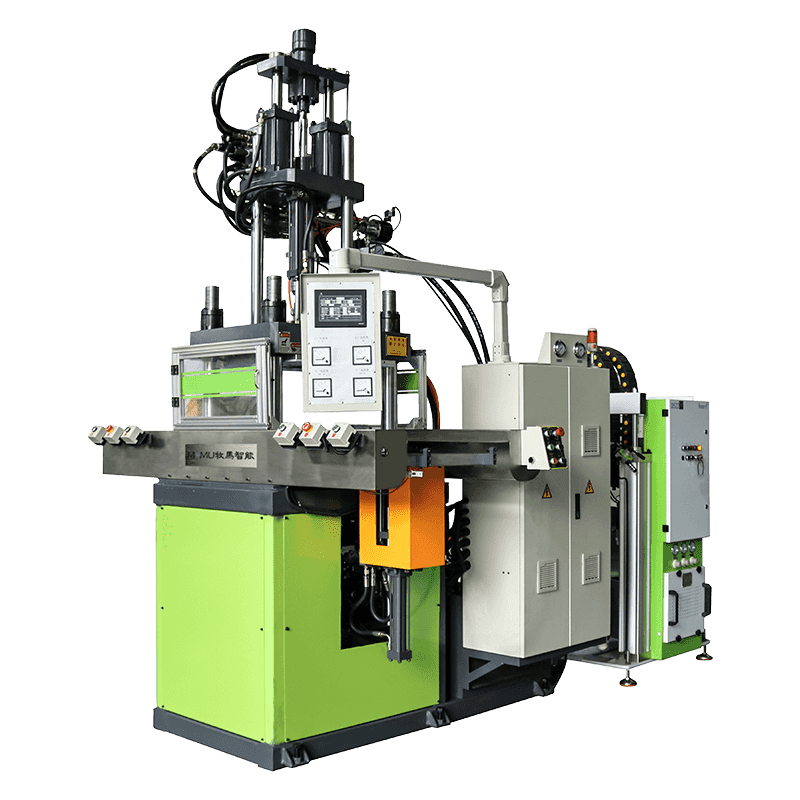
Procesul începe cu plasarea compusului de cauciuc neîntărit - fie ca preformă, foaie sau împușcătură livrată prin injecție - în cavitatea matriței. Forma este apoi închisă la o presiune preliminară care menține cauciucul în poziție fără a aplica încă forța de întărire completă. În această etapă, matrița nu este complet sigilată, iar sistemul de vid nu a fost încă activat.
Evacuare cu vid
Odată ce matrița atinge poziția sa preliminară închisă, pompa de vid se activează și trage aerul din cavitatea matriței prin canale de evacuare dedicate prelucrate în matriță sau platan. Nivelul de vid țintă variază de obicei între -0,08 MPa și -0,098 MPa (aproximativ 95–99% vid), iar faza de evacuare durează între 15 și 90 de secunde, în funcție de volumul matriței și tipul de compus. Această etapă elimină aerul dizolvat din compusul de cauciuc, purifică umiditatea și elimină produsele secundare volatile care altfel ar forma bule sau goluri în timpul întăririi.
Aplicare și întărire la presiune completă
Cu vidul menținut, presa aplică o presiune de strângere completă - de obicei între 10 și 25 MPa, în funcție de specificația produsului - în timp ce plăcile încălzite aduc matrița la temperatura de întărire țintă, de obicei între 150°C și 200°C pentru majoritatea compușilor întăriți cu sulf. Combinația de căldură și presiune inițiază și conduce reacțiile de reticulare din matricea de cauciuc. Timpul de întărire variază de la câteva minute pentru secțiunile subțiri la peste o oră pentru părțile groase sau complexe. Pe parcursul acestei faze, vidul continuă să suprime orice migrare a gazelor reziduale.

Eliberare de presiune și demolare
Odată ce ciclul de întărire este complet, presa eliberează presiunea de prindere, vidul este aerisit și matrița este deschisă. Piesa de cauciuc întărită este îndepărtată - de obicei asistată de știfturi de evacuare sau de aer comprimat - și este supusă inspecției post-întărire. Tăierea cu fulger, dacă este necesar, este efectuată înainte ca piesa să treacă la controlul calității și la ambalare.
Avantajele de bază ale vulcanizării în vid față de metodele standard de presare la cald
Mediul de vid schimbă fundamental rezultatul calitativ al întăririi cauciucului. Producătorii care trec de la vulcanizarea convențională prin presare la cald la sistemele asistate de vid raportează în mod constant îmbunătățiri măsurabile în mai multe măsurători de calitate și productivitate:
- Eliminarea porozității și a incluziunilor de aer: Aerul prins în compușii de cauciuc în timpul amestecării și formării creează goluri care reduc rezistența la tracțiune, rezistența la rupere și capacitatea de reținere a presiunii. Evacuarea în vid îndepărtează aceste pungi de aer înainte de a fi blocate în structura întărită, producând piese cu densitate și uniformitate mecanică mult mai mari.
- Finisaj superior al suprafeței: Fără aer prins la interfața suprafeței matriței, cauciucul curge curat în fiecare detaliu al cavității, producând margini mai ascuțite, litere mai curate sau reproducere a texturii și un finisaj neted, fără defecte, care reduce cerințele secundare de finisare.
- Consistență dimensională îmbunătățită: Întărirea asistată prin vid asigură că cauciucul umple cavitatea matriței în mod uniform în condiții controlate, reducând variația grosimii și împrăștierea dimensională de la parte la parte - o cerință critică pentru aplicațiile de etanșare unde toleranțele sunt strânse.
- Performanță mai bună cu compuși sensibili la umiditate: Cauciucul siliconic, EPDM și anumiți compuși speciali sunt sensibili la contaminarea cu umiditate în timpul întăririi. Mediul cu vid îndepărtează umezeala înainte ca aceasta să poată provoca bășici la suprafață, decolorare sau vindecare incompletă în zonele afectate.
- Rate reduse de deșeuri și de reluare: Prin eliminarea cauzelor primare ale defectelor interne și de suprafață, vulcanizarea în vid reduce semnificativ proporția pieselor care nu sunt supuse inspecției, reducând risipa de material și costurile cu forța de muncă.
- Compatibilitate cu geometrii complexe: Cavitățile adânci, pereții subțiri, decupările și canalele interne complicate sunt umplute cu mai multă fiabilitate atunci când matrița este sub vid, deoarece nu există presiunea aerului concurentă care să reziste fluxului de cauciuc în zonele restrânse.
Industrii și aplicații care se bazează pe mașini de vulcanizare a cauciucului în vid
Cererea de mașini de vulcanizare în vid acoperă o gamă largă de industrii, fiecare cu cerințe de performanță specifice care fac ca procesul de vid să fie puternic preferat sau obligatoriu din punct de vedere tehnic:
| Industria | Produse tipice | Cerință cheie |
| Automobile | Garnituri usi, garnituri, inele O, bucse | Precizie dimensională, porozitate zero |
| Aerospațial | Garnituri sistem de alimentare, amortizoare de vibrații | Structură fără defecte, fiabilitate ridicată |
| Dispozitive medicale | Implanturi siliconice, diafragme, tuburi | Puritate, calitatea suprafeței, biocompatibilitate |
| Electronice | Tastaturi, conectori, încapsulare | Reproducere fină a detaliilor, consistență |
| Echipamente industriale | Diafragme pompe, role, piese transportoare | Durabilitate mecanică, densitate uniformă |
| Încălțăminte | Talpă din cauciuc, componente pentru călcâi | Finisaj de suprafață, rezistență la abraziune |
| Energie / Petrol și gaze | Garnituri de înaltă presiune, packer, manșoane | Integritate la presiune, rezistență chimică |
În sectoare precum aerospațiale și dispozitivele medicale, vulcanizarea în vid nu este doar o preferință de calitate, ci este o cerință de certificare. Standardele de reglementare care reglementează componentele din cauciuc în aceste domenii impun structuri interne fără defecte, care pot fi realizate în mod fiabil numai prin întărire asistată prin vid.
Specificații tehnice cheie de evaluat atunci când selectați o mașină
Alegerea mașinii potrivite de vulcanizare a cauciucului în vid necesită o evaluare atentă atât a specificațiilor mecanice, cât și a celor de control al procesului. Următorii parametri au cel mai direct impact asupra capacității de producție și a calității produsului:
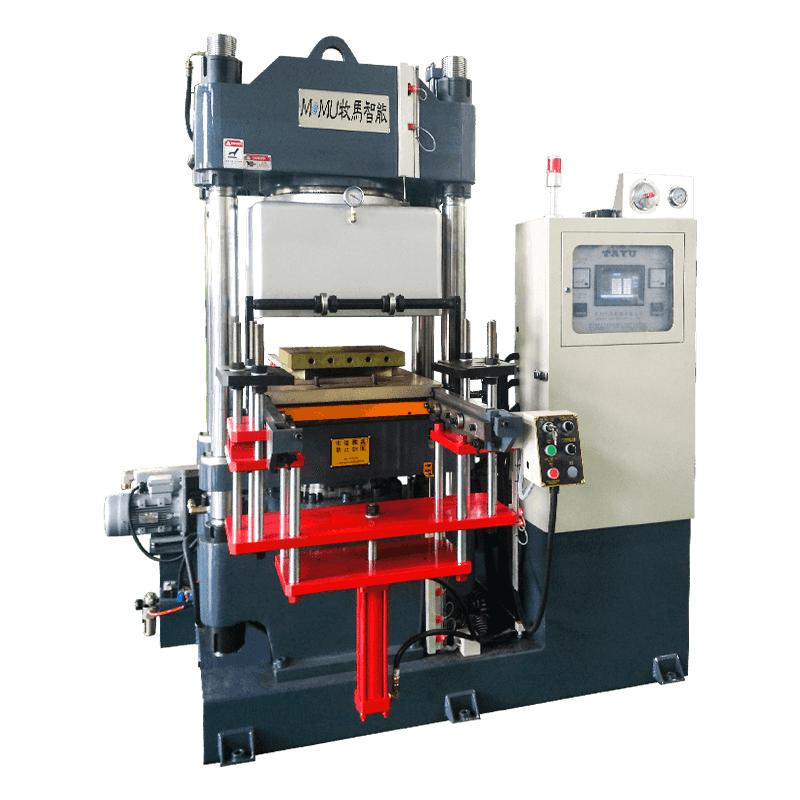
Dimensiunea și configurația platanului
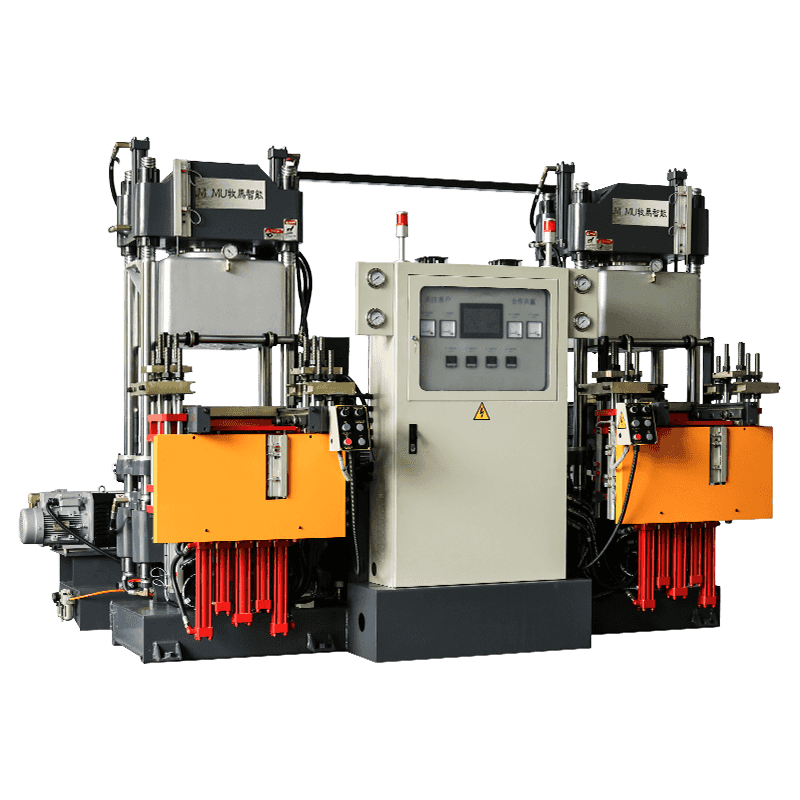
Dimensiunile platanului determină amprenta maximă a matriței pe care o poate găzdui mașina. Dimensiunile obișnuite ale platanelor variază de la 300 × 300 mm pentru producția de laborator sau piese mici până la 1.200 × 1.200 mm pentru componente industriale mari. Configurațiile cu mai multe lumini de zi — mașini cu trei sau mai multe niveluri de plată — permit întărirea simultană a mai multor matrițe, crescând semnificativ producția pe ciclu de mașină, fără a necesita spațiu suplimentar pe podea.
Forța de prindere
Forța de prindere, exprimată în kilonewtoni (kN) sau tone, trebuie să fie suficientă pentru a menține închiderea completă a matriței împotriva presiunii interne generate de cauciucul în expansiune în timpul întăririi. Forța de strângere inadecvată are ca rezultat fulgerarea, creșterea excesivă dimensională și defecte de separare a mucegaiului. Forțele tipice de strângere variază de la 100 kN pentru prese mici până la peste 10.000 kN pentru sistemele industriale de format mare.
Performanța sistemului de vid
Capacitatea pompei de vid și nivelul de vid atins sunt parametri critici. O pompă de mare capacitate atinge nivelul țintă de vid mai repede, reducând timpul ciclului. Nivelul de vid ar trebui să fie verificabil prin manometre calibrate cu capacitate de înregistrare a datelor, în special pentru producătorii care produc la standarde de calitate aerospațială sau medicală care necesită înregistrări documentate ale procesului pentru fiecare lot de producție.
Uniformitatea temperaturii de-a lungul platanului
Variația de temperatură pe suprafața plăcii cauzează în mod direct rate de întărire neuniforme în matriță. Cele mai bune practici din industrie necesită o uniformitate a temperaturii cu ±2°C pe toată suprafața platanului. Mașinile echipate cu elemente de încălzire cu zone independente și regulatoare de temperatură PID cu buclă închisă mențin o uniformitate mai strânsă decât sistemele cu o singură zonă, iar această specificație ar trebui verificată cu datele de măsurare reale furnizate de producător.
Sistem de control și înregistrare a datelor
Mașinile moderne de vulcanizare în vid sunt echipate cu controlere logice programabile (PLC) și interfețe om-mașină (HMI) cu ecran tactil care permit operatorilor să stocheze mai multe rețete de întărire, să stabilească profile de presiune și temperatură în mai multe etape și să monitorizeze parametrii procesului în timp real. Capacitatea de înregistrare a datelor - înregistrarea temperaturii, presiunii, nivelului de vid și timpului de ciclu pentru fiecare ciclu de producție - este din ce în ce mai solicitată de sistemele de management al calității care funcționează conform standardelor ISO sau IATF.
Compuși uzuali de cauciuc procesați și cerințele lor specifice
Diferiții compuși de cauciuc se comportă diferit în condiții de vulcanizare în vid, iar parametrii de proces ai mașinii trebuie ajustați în consecință. Materialele cel mai frecvent prelucrate includ:
- Cauciuc natural (NR): Necesită temperaturi moderate de întărire (150–160°C) și beneficiază semnificativ de vid datorită tendinței sale de a absorbi umiditatea atmosferică în timpul depozitării compusului. Evacuarea cu vid previne formarea de vezicule la suprafață cauzată de eliberarea de abur în timpul întăririi.
- Cauciuc siliconic (VMQ/LSR): Siliconul este foarte sensibil la contaminare și umiditate. Întărirea în vid este, în esență, o practică standard pentru piesele din silicon medical și alimentar, unde orice porozitate sau defect de suprafață este inacceptabil. Temperaturile de întărire variază de obicei între 160°C și 200°C.
- EPDM: Utilizați pe scară largă în etanșările auto și membranele de acoperiș, compușii EPDM eliberează produse secundare volatile în timpul întăririi, care creează goluri interne fără asistență în vid. Evacuarea în vid este standard pentru componentele de etanșare EPDM de înaltă performanță.
- Cauciuc nitrilic (NBR): Folosit pe scară largă în garnituri și inele O rezistente la ulei, NBR beneficiază de prelucrarea în vid atunci când produce piese pentru sisteme hidraulice și pneumatice în care structura internă fără goluri este critică pentru integritatea presiunii.
- Cauciuc fluorocarbon (FKM/Viton): Compus de etanșare de înaltă performanță pentru medii chimice și temperaturi extreme. FKM este scump, ceea ce face ca ratele de defecte în procesarea fără vid o preocupare semnificativă a costurilor. Vulcanizarea în vid reduce substanțial ratele de deșeuri pentru acest material.
Practici de întreținere care protejează performanța și longevitatea mașinii
O mașină de vulcanizare a cauciucului în vid reprezintă o investiție de capital substanțială, iar întreținerea preventivă consecventă este esențială pentru a proteja acea investiție și pentru a menține calitatea producției pe durata de viață a mașinii. Următoarele practici de întreținere sunt considerate standard în industrie:
- Service pompe de vid: Pompa de vid este cea mai mare componentă care necesită întreținere. Pompele rotative cu palete etanșate cu ulei necesită schimburi de ulei la intervale specificate de producător - de obicei la fiecare 500 până la 1.000 de ore de funcționare - și starea uleiului trebuie inspectată vizual zilnic. Uleiul contaminat pentru pompă reduce nivelul de vid realizabil și crește uzura pompei.
- Calibrarea temperaturii platanului: Temperatura suprafeței platanului trebuie verificată în raport cu termocuplurile de referință calibrate cel puțin trimestrial. Deviația de temperatură cauzată de îmbătrânirea elementelor de încălzire sau de degradarea termocuplului afectează direct calitatea întăririi și poate rămâne nedetectată fără verificări sistematice de calibrare.
- Verificarea sistemului hidraulic: Verificați lunar nivelul și starea lichidului hidraulic. Inspectați furtunurile, fitingurile și garniturile cilindrilor pentru scurgeri la fiecare început de schimbare. Presiunea hidraulică trebuie verificată trimestrial în raport cu specificațiile nominale ale mașinii folosind un manometru independent.
- Linia de vid și integritatea etanșării: Inspectați toate liniile de vid, fitingurile și canelurile de etanșare a matriței pentru fisuri, depuneri de resturi de cauciuc sau degradare a etanșării. Chiar și scurgerile mici de vid reduc semnificativ nivelurile de vid realizabile și compromit consistența procesului.
- Lubrifiere platană și coloană de ghidare: Aplicați lubrifianți specificați de producător pe coloanele de ghidare, barele de legătură și suprafețele de alunecare ale platanelor la intervale recomandate pentru a preveni uzura, mișcarea neuniformă a plăcii și uzura prematură a componentelor prelucrate cu precizie.
Stabilirea unui program de întreținere preventivă documentat – cu înregistrări de finalizare semnate pentru fiecare sarcină – este recomandată cu fermitate producătorilor care operează în conformitate cu ISO 9001, IATF 16949 sau cadre echivalente de management al calității. Întreținerea corespunzătoare nu numai că prelungește durata de viață a mașinii, dar asigură și faptul că parametrii procesului înregistrați în timpul validării rămân reprezentativi pentru performanța efectivă a mașinii pe tot parcursul ciclului de viață al producției.