Turnarea prin injecție a cauciucului siliconic lichid (LSR) este unul dintre cele mai precise și versatile procese de fabricație disponibile pentru producerea de componente din silicon flexibile, rezistente la căldură și biocompatibile. În centrul acestui proces se află mașina de turnare prin injecție LSR - un echipament foarte specializat, care diferă fundamental de mașinile standard de turnare prin injecție a materialelor termoplastice. Indiferent dacă evaluați procesarea LSR pentru dispozitive medicale, sigilii auto, produse pentru copii sau electronice de larg consum, înțelegerea modului în care funcționează aceste mașini și a ceea ce le face unice este esențială pentru a lua decizii informate de producție.
Ce face modelarea prin injecție LSR diferită de turnarea prin injecție standard
Turnarea prin injecție termoplastică standard topește pelete de plastic solide, injectează materialul topit într-o matriță răcită și ejectează partea solidificată. Turnarea prin injecție LSR funcționează în direcția termică exact opusă. Cauciucul siliconic lichid este un material termorigid din două componente, procesabil la rece, care este depozitat la temperatura camerei și pompat într-o matriță încălzită, unde se reticulă - sau se vulcanizează - în forma sa solidă finală.
Această inversare a procesului termic are implicații profunde pentru proiectarea mașinii. Sistemul de livrare a materialului trebuie menținut la rece pentru a preveni întărirea prematură, în timp ce matrița trebuie încălzită - de obicei între 150 ° C și 220 ° C - pentru a declanșa și a finaliza reacția de vulcanizare într-un timp de ciclu controlat. Fiecare componentă a unei mașini de turnat prin injecție LSR este proiectată în jurul acestei logici de proces de alimentare la rece și de polimerizare la cald.
În plus, LSR este un sistem din două părți: Componenta A conține polimerul siliconic de bază și un catalizator de platină, în timp ce Componenta B conține agentul de reticulare și pigmenți sau alți aditivi. Aceste două componente trebuie să fie măsurate într-un raport precis de 1:1 în volum, bine amestecate fără a introduce bule de aer și injectate în matriță înainte de a începe orice întărire semnificativă.

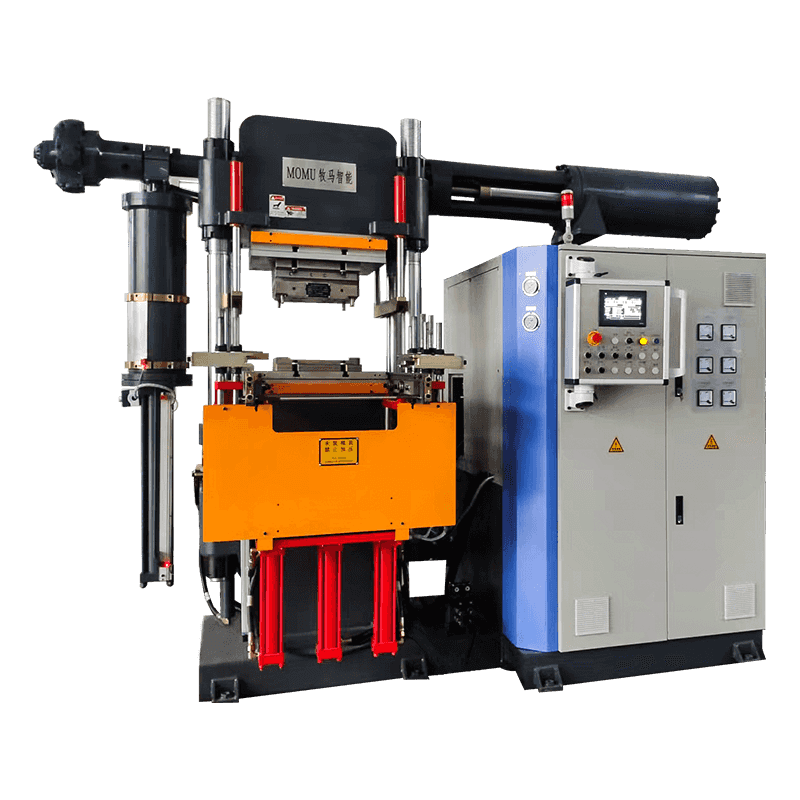
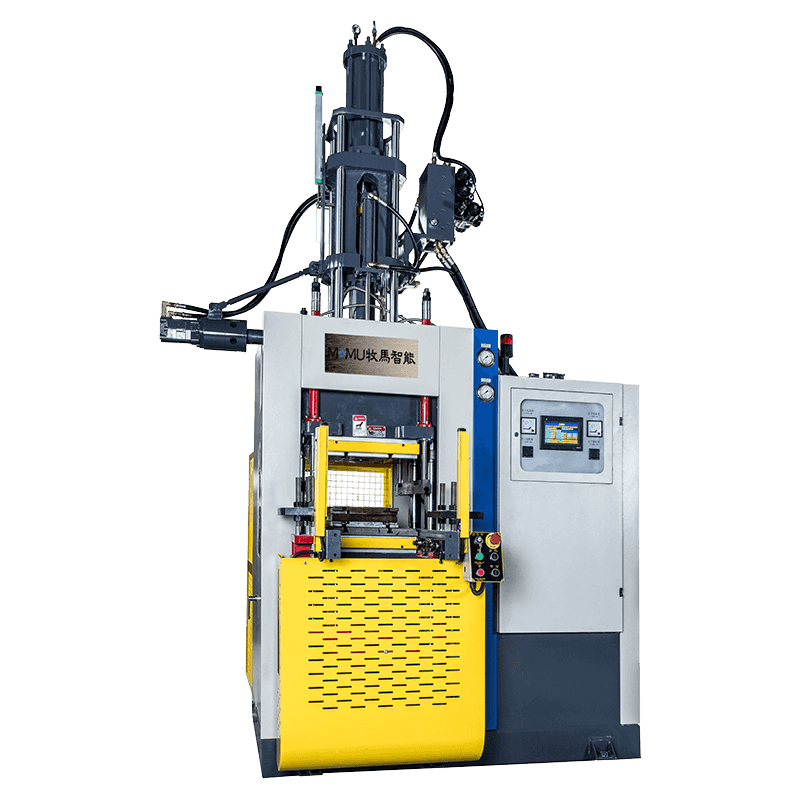
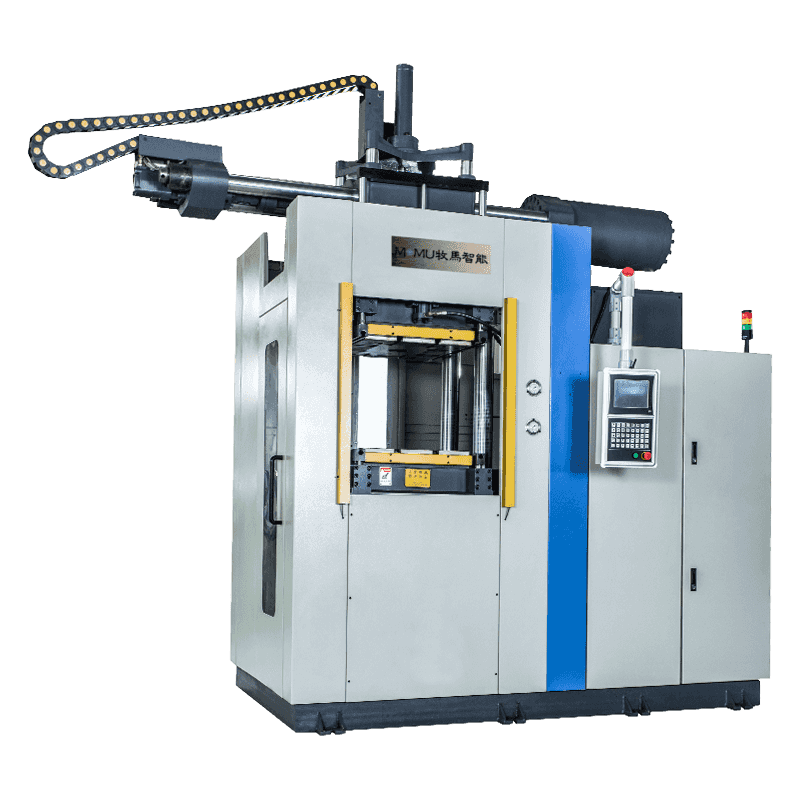
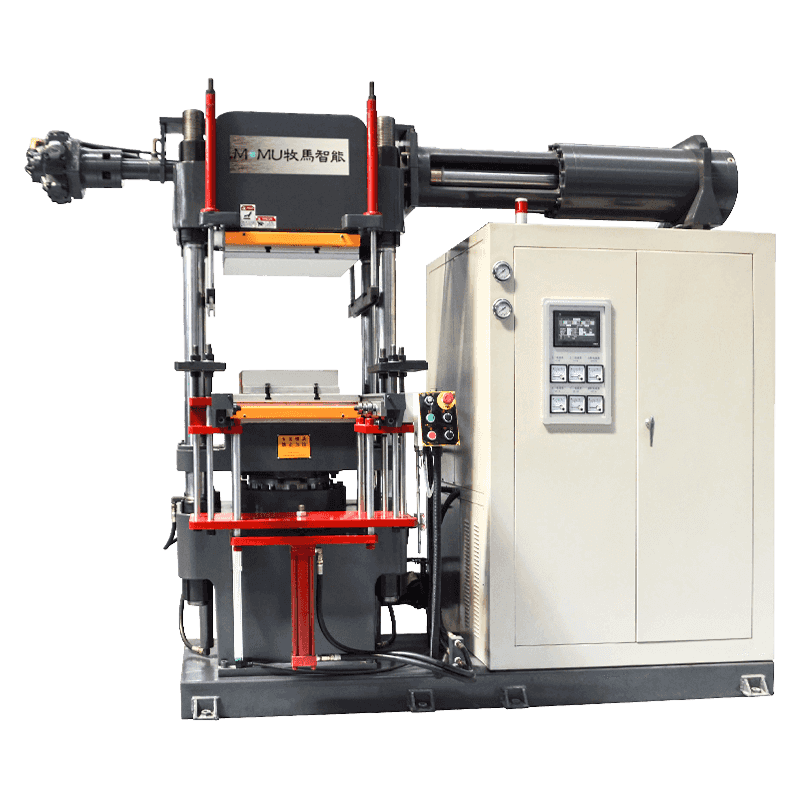
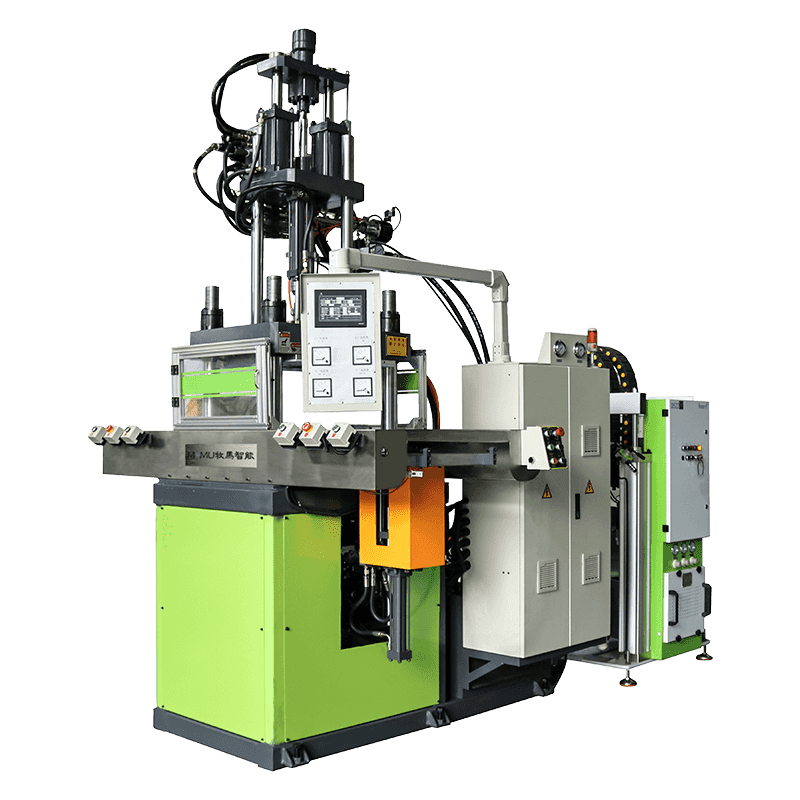
Componentele cheie ale unei mașini de turnat prin injecție LSR
Un sistem de turnare prin injecție LSR constă din mai multe subsisteme integrate, fiecare îndeplinind o funcție critică în furnizarea de piese din silicon consistente, fără defecte.
Unitate de pompare și dozare a tamburului
Unitatea de pompare a tamburului atrage cele două componente LSR din tamburele lor originale de alimentare folosind plăci de urmărire care presează în jos pe suprafața materialului pentru a preveni ingestia de aer. Fiecare componentă este alimentată printr-o pompă de dozare separată, calibrată cu precizie - de obicei o pompă cu angrenaje sau o pompă cu piston - care controlează debitul volumetric cu mare precizie. Raportul dintre Componenta A și Componenta B este menținut la exact 1:1 pe toată durata fotografiei. Orice abatere de la acest raport are ca rezultat o întărire incompletă, părți lipicioase sau proprietăți fizice reduse ale componentului finit.
Sistem de amestecare static și dinamic
După dozare, cele două componente trec printr-un sistem de amestecare înainte de a intra în butoiul de injecție. Mixerele statice - elemente elicoidale din interiorul unui tub - creează o acțiune de pliere turbulentă care amestecă complet componentele fără părți în mișcare. Pentru formulări critice de culoare sau bogate în aditivi, mixerele dinamice cu elemente rotative pot fi utilizate pentru o amestecare mai intensă. Sistemul de amestecare trebuie să producă un amestec complet omogen fără a capta aer, deoarece orice incluziuni de aer vor apărea ca goluri sau defecte de suprafață în piesa turnată.
Butoi și șurub de injecție Cold Runner
Spre deosebire de mașinile termoplastice în care cilindrul este încălzit, cilindrul de injecție LSR este răcit - adesea cu apă sau agent frigorific - pentru a menține materialul sub temperatura sa de activare în timpul măsurării și injectării. Șurubul dintr-o mașină LSR este proiectat special pentru manipularea unui material lichid, cu vâscozitate scăzută. De obicei, are un raport de compresie scăzut și o supapă de închidere la vârful duzei pentru a preveni salivarea siliconului cu vâscozitate scăzută între fotografii. Controlul temperaturii butoiului este critic; chiar și o ușoară creștere a temperaturii butoiului poate începe o reticulare prematură care înfundă sistemul și provoacă timpi de nefuncționare costisitoare.
Matriță încălzită și unitate de prindere
Matrița dintr-o mașină LSR este încălzită electric la temperatura de vulcanizare și menținută cu uniformitate termică strânsă în toate cavitățile. Unitatea de prindere – care ține matrița închisă împotriva presiunii de injecție – trebuie să furnizeze o forță suficientă pentru a preveni fulgerul, deoarece LSR are o vâscozitate foarte scăzută și va pătrunde chiar și în goluri mici în linia de despărțire. Forțele de prindere pentru matrițele LSR sunt calculate pe baza suprafeței proiectate a piesei și a presiunii de injecție și sunt de obicei în intervalul de la 50 la 500 de tone, în funcție de numărul de cavități și de geometria piesei.
Procesul de turnare prin injecție LSR pas cu pas
Înțelegerea secvenței operațiilor într-un ciclu de turnare prin injecție LSR clarifică de ce fiecare componentă a mașinii este proiectată așa cum este.
- Contorizarea materialului: Pompele cu tambur atrag Componentele A și B din tamburele lor de alimentare, iar unitatea de dozare le livrează sistemului de amestecare într-un raport volumetric precis de 1:1.
- Amestecare: Cele două componente sunt amestecate temeinic în mixerul static sau dinamic, producând un amestec omogen, fără bule, gata de injectare.
- Dozare: LSR-ul mixt este dozat în cilindrul de injecție răcit, acumulând volumul precis de împușcare necesar pentru a umple toate cavitățile plus sistemul de curgere.
- Inchiderea matritei: Unitatea de prindere se închide și blochează matrița la forța maximă de strângere înainte de începerea injecției.
- Injectie: Șurubul avansează, împingând LSR prin sistemul de canal rece și în cavitățile matriței încălzite la viteză și presiune controlate.
- Vulcanizare: Forma încălzită declanșează reacția de reticulare catalizată de platină. Piesa se întărește în matriță pentru un timp de stație programat - de obicei 15 până la 90 de secunde, în funcție de grosimea peretelui, calitatea materialului și temperatura matriței.
- Deschiderea și demularea matriței: Odată ce întărirea este completă, matrița se deschide și piesele sunt ejectate - fie manual, cu știfturi de ejector, fie printr-un sistem de demulare robotizat. Deoarece piesele LSR sunt flexibile, ele pot fi adesea deformate din geometrii complexe care ar fi imposibile cu termoplastice rigide.
Comparație cu specificațiile mașinii de turnat prin injecție LSR
| Caietul de sarcini | Gama tipică | importanță |
| Forța de prindere | 50-500 de tone | Previne flash-ul pe LSR cu vâscozitate scăzută |
| Temperatura butoiului | 5°C – 25°C (răcit) | Previne întărirea prematură în butoi |
| Temperatura matriței | 150°C – 220°C | Controlează viteza de întărire și proprietățile pieselor |
| Precizia raportului de măsurare | ±0,5% sau mai bine | Asigură o întărire completă și consecventă |
| Volumul tragerii | 0,1 cm³ – 3.000 cm³ | Determină dimensiunea piesei și numărul de cavități |
| Timpul ciclului de vindecare | 15 – 90 de secunde | Afectează randamentul și costul de producție |
| Numărul de cavități | 1 – 128 | Scadează producția pentru producție de volum mare |
Industrii și aplicații care se bazează pe mașini de turnat prin injecție LSR
Combinația unică de proprietăți a LSR - biocompatibilitate, stabilitate termică de la -60 °C la peste 200 °C, izolație electrică, rezistență chimică și claritate optică în anumite grade - îl face materialul de alegere într-o gamă largă de industrii solicitante.
Dispozitive medicale și medicale
LSR este utilizat pe scară largă în aplicații medicale deoarece poate fi sterilizat prin autoclavă, radiații gamma sau oxid de etilenă fără a se degrada. Mașinile de turnat prin injecție LSR produc componente precum măști respiratorii, dopuri pentru seringi, vârfuri de cateter, garnituri implantabile, tuburi de pompă peristaltică și produse de hrănire a sugarilor. Formulările LSR de calitate medicală îndeplinesc standardele de biocompatibilitate ISO 10993, iar natura închisă, fără contaminare a procesului de turnare prin injecție, îl face potrivit pentru producția în camera curată.
Componente auto
În sectorul auto, LSR este utilizat pentru bujii, garnituri de etanșare, garnituri de conector, garnituri și carcase de senzori care trebuie să reziste la fluctuații extreme de temperatură și la expunerea la uleiuri și combustibili. Stabilitatea termică ridicată a LSR îl face mult mai potrivit decât cauciucul convențional pentru componentele compartimentului motor care trebuie să funcționeze fiabil de la pornirile la rece până la temperaturi ridicate de funcționare.
Electronice de larg consum și articole purtabile
Benzile pentru ceasuri inteligente, vârfurile pentru căști, membranele pentru butoane, garniturile impermeabile pentru smartphone-uri și membranele tastelor de la tastatură sunt toate fabricate în mod obișnuit folosind turnare prin injecție LSR. Capacitatea de a modela LSR în geometrii complexe cu toleranțe strânse – și în orice culoare – îl face ideal pentru produsele de larg consum în care atât performanța, cât și estetica contează.
Produse pentru sugari și produse pentru contact cu alimente
Tetinele pentru biberoane, suzetele, dispozitivele de dentiție și sigiliile de calitate alimentară pentru aparatele de bucătărie sunt produse în LSR, deoarece materialul nu conține BPA, ftalați și alți plastifianți nocivi. Rezistă la cicluri repetate de sterilizare, menține flexibilitatea la temperaturi scăzute și nu absoarbe arome sau mirosuri - toate proprietățile critice pentru contactul cu alimentele și aplicațiile pentru copii.
Factori de luat în considerare atunci când alegeți o mașină de turnat prin injecție LSR
Alegerea corectă Mașină de turnat prin injecție LSR necesită o evaluare atentă a cerințelor dumneavoastră specifice de producție, a caracteristicilor materialelor și a obiectivelor de calitate. Achiziționarea unei mașini greșite pentru aplicația dvs. are ca rezultat defecte de calitate, deșeuri excesive și dificultăți în îndeplinirea obiectivelor de producție.
- Dimensiunea piesei și greutatea loviturii: Unitatea de injecție a mașinii trebuie să fie dimensionată astfel încât să furnizeze volumul de injecție precis necesar pentru numărul de piese și cavități. Unitățile de injecție supradimensionate reduc precizia de dozare a pieselor mici; unitățile subdimensionate nu pot umple forme mari sau cu mai multe cavități.
- Precizia măsurării: Pentru aplicații critice, cum ar fi piesele medicale sau care intră în contact cu alimentele, este necesară o precizie de măsurare de ±0,5% sau mai bună. Verificați specificațiile sistemului de contorizare și solicitați date documentate privind capacitatea de proces de la furnizor.
- Sistem de rulare rece sau sistem de canalizare a deșeurilor: Sistemele de curgere la rece pentru LSR (care păstrează materialul de rulare neîntărit și reciclabil sau reinjectabil) reduc semnificativ risipa de material și sunt standard la mașinile de producție de mare volum. Confirmați compatibilitatea sistemului de rulare cu designul matriței dvs.
- Compatibilitate cu camera curată: Pentru producția de dispozitive medicale, mașina trebuie să fie compatibilă cu instalarea camerei curate - oțel inoxidabil sau suprafețe acoperite, generare minimă de particule și compatibilitate cu hainele și protocoalele de acces din camera curată.
- Integrarea automatizării: Producția LSR de volum mare beneficiază în mod semnificativ de deformarea robotizată integrată, sistemele de inspecție vizuală și manipularea pieselor pe bază de transportoare. Confirmați compatibilitatea interfeței aparatului cu cerințele dvs. de automatizare înainte de cumpărare.
- Capacitate de evacuare a vidului: Pentru piesele care necesită o calitate excepțională a suprafeței sau pentru prelucrarea LSR de calitate optic, cavitatea matriței trebuie evacuată înainte de injectare pentru a elimina aerul blocat. Confirmați că mașina și designul matriței acceptă ventilația cu vid dacă acest lucru este necesar pentru aplicația dvs.
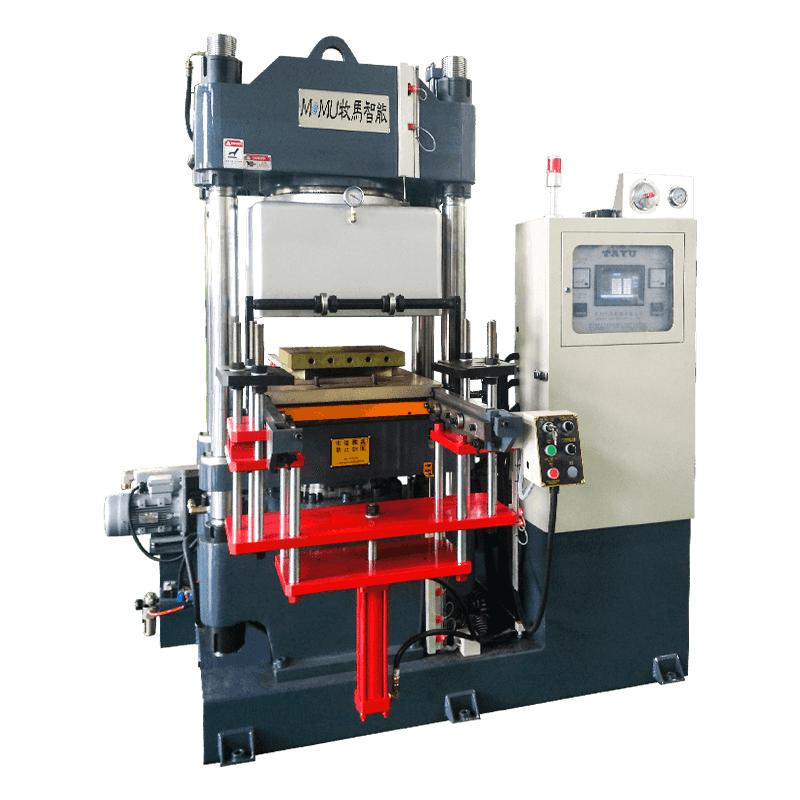
Avantajele mașinilor de turnat prin injecție LSR față de metodele alternative de prelucrare a siliconului
Turnarea prin injecție LSR concurează cu turnarea prin compresie și turnarea prin transfer ca metode de producere a pieselor din cauciuc siliconic. Fiecare metodă își are locul ei, dar turnarea prin injecție LSR oferă avantaje semnificative pentru producția în volum mediu până la mare de componente de precizie.
- Timp de ciclu: Timpii ciclului de turnare prin injecție LSR sunt semnificativ mai scurti decât turnarea prin compresie, în special pentru piesele cu pereți subțiri, permițând un randament mult mai mare pe schimb.
- Consistență dimensională: Procesul de injectare închis, automatizat, produce toleranțe dimensionale mult mai strânse decât procesele de compresie cu matriță deschisă, care sunt afectate de variabilitatea operatorului în plasarea materialului și închiderea matriței.
- Deșeuri materiale: Sistemele de injecție LSR cu canal rece produc practic zero deșeuri de material, deoarece materialul de rulare neîntărit este reinjectat. Mutarea prin compresie și transfer generează deșeuri semnificative de fulgere și de rulare.
- Potential de automatizare: Turnarea prin injecție LSR este pe deplin compatibilă cu automatizarea robotică, permițând producția de piese de mare volum. Turnarea prin comprimare necesită în mod inerent mai multă muncă.
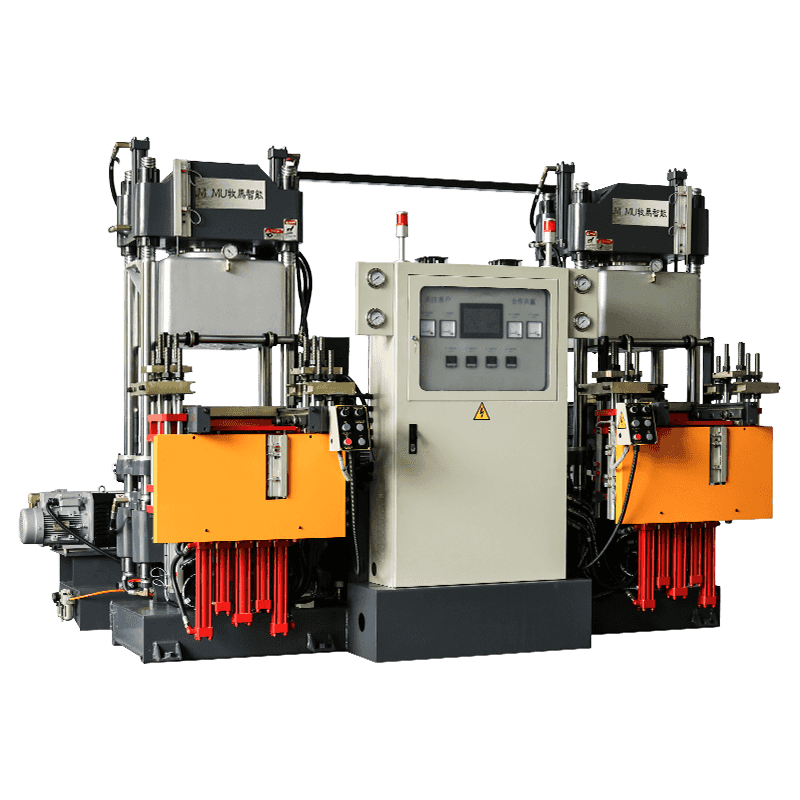
- Turnare cu mai multe componente: Mașină de turnat prin injecție LSRs can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
Considerații de întreținere și operaționale pentru mașinile LSR
Mașinile de turnat prin injecție LSR necesită întreținere disciplinată pentru a preveni acumularea de material, întărirea în interiorul butoiului și deviația de măsurare. La sfârșitul fiecărei execuții de producție, sistemul de livrare a materialului trebuie curățat complet cu un agent de spălare sau o bază neutră de silicon pentru a îndepărta toate LSR amestecate înainte de a se întări în interiorul liniilor, mixerului sau butoiului. Siliconul întărit din interiorul sistemului de injecție este extrem de dificil de îndepărtat și necesită de obicei dezasamblarea completă a componentelor afectate.
Pompele dozatoare trebuie calibrate în mod regulat – cel puțin în timpul fiecărei schimbări de material – pentru a verifica dacă raportul 1:1 este menținut cu acuratețe. Controloarele de temperatură a matriței și elementele de încălzire trebuie verificate periodic pentru deviația de calibrare și dezvoltarea punctului fierbinte, deoarece temperaturile neuniforme ale matriței produc întărire inconsecventă și deformare a părții. Cu protocoale de întreținere adecvate, o mașină de turnat prin injecție LSR bine specificată va oferi o producție fiabilă și de înaltă calitate timp de mulți ani.