Ce este o mașină de prindere a matriței din silicon lichid și de ce contează?
A mașină de prindere a matriței din silicon lichid — denumită în mod obișnuit mașină de turnat prin injecție LSR (cauciuc siliconic lichid) cu sistem de prindere integrat — este o piesă specializată de echipament de producție concepută pentru a procesa cauciucul siliconic lichid din două componente în piese turnate cu precizie. Spre deosebire de mașinile de turnare prin injecție termoplastice convenționale, mașinile LSR trebuie să manipuleze un material care este alimentat la rece într-o cavitate a matriței încălzită, unde suferă o reacție de vulcanizare (întărire) mai degrabă decât o solidificare pe bază de răcire. Unitatea de prindere joacă un rol esențial în acest proces prin menținerea unei forțe precise și consistente de închidere a matriței pe parcursul ciclurilor de injecție, umplere și întărire - prevenind flash-ul, asigurând acuratețea dimensională și protejând matrița de deteriorarea cauzată de presiunea internă de injecție.
Importanța sistemului de prindere este amplificată în procesarea siliconului lichid, deoarece LSR are o vâscozitate extrem de scăzută în comparație cu termoplastele - adesea în intervalul 100.000 până la 300.000 mPa·s înainte de întărire. Această vâscozitate scăzută înseamnă că materialul curge cu ușurință în cele mai mici goluri dintre suprafețele de despărțire a matriței, făcând chiar și deficiențele minore ale forței de strângere vizibile instantaneu ca defecte flash pe suprafața piesei. O mașină de prindere specificată și calibrată corespunzător elimină acest risc, permițând în același timp configurații de scule cu cavitate mare care maximizează eficiența producției.
Componentele de bază și modul în care funcționează sistemul de prindere
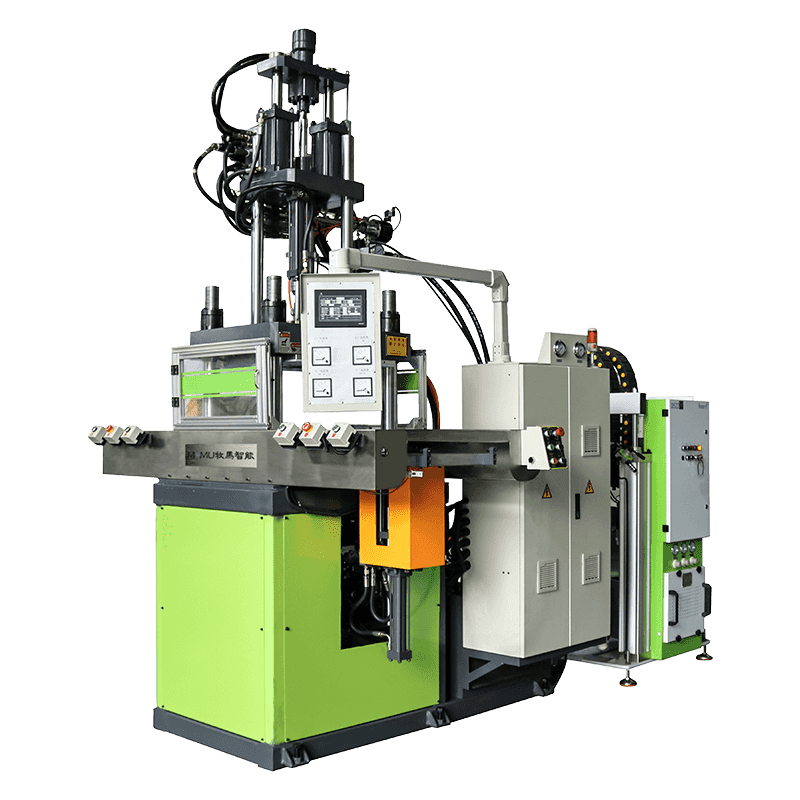
Înțelegerea arhitecturii unei mașini de prindere a matrițelor din silicon lichid îi ajută pe producători să ia decizii informate de cumpărare și operaționale. Mașina este compusă din două subsisteme integrate: unitatea de injecție, care măsoară, amestecă și injectează LSR-ul cu două componente și unitatea de prindere, care deschide, închide și blochează matrița sub forță controlată. Pentru aplicațiile cu silicon lichid, ambele subsisteme trebuie să îndeplinească standarde mult mai exigente decât cele pentru mașinile standard termoplastice.
Unitatea de prindere
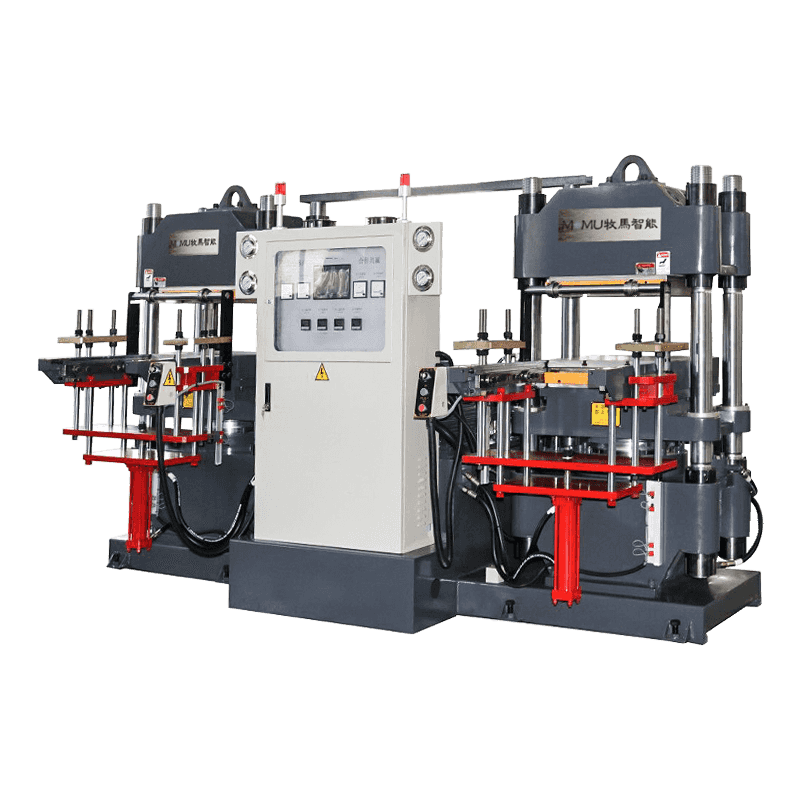
Unitatea de prindere constă dintr-o plată staționară, o plată mobilă, bare de legătură (sau un cadru fără bare de legătură în unele modele) și dispozitivul de acționare de strângere - care poate fi hidraulic, comutator-mecanic sau servo-electric, în funcție de designul mașinii. Platoul mobil se deplasează de-a lungul barelor de legătură sau ghidajelor cadrului pentru a deschide și închide matrița. Odată ce matrița este complet închisă, actuatorul de strângere aplică forța nominală de strângere - măsurată în kilonewtoni (kN) sau tone - pentru a bloca jumătățile de matriță împreună împotriva presiunii de injecție care acționează pentru a le depărta în timpul umplerii materialului.
Pentru procesarea LSR, unitatea de prindere trebuie să găzduiască, de asemenea, o matriță încălzită (în mod obișnuit menținută la 170–220°C), în timp ce sistemul de injecție rămâne rece (5–15°C). Acest contrast termic înseamnă că cadrul mașinii și designul plăcii trebuie să țină cont de dilatarea termică diferențială pentru a menține paralelismul și distribuția constantă a forței de strângere pe suprafața matriței - esențial pentru obținerea unor piese uniforme fără flash în uneltele cu mai multe cavități.
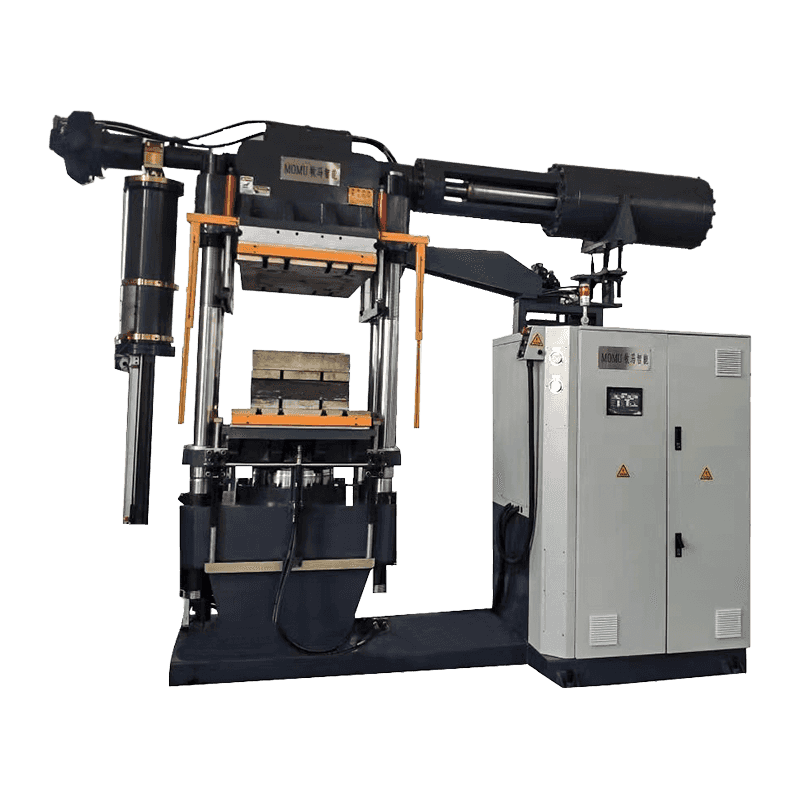
Unitatea de injecție și dozare
Unitatea de injecție pentru mașinile LSR este fundamental diferită de unitățile termoplastice. Constă dintr-un sistem de pompare și dozare cu două componente - de obicei un raport volumetric de 1:1 dintre componenta A (polimerul de bază) și componenta B (reticulant/catalizatorul) - combinate într-un mixer static sau dinamic înainte de a intra în cilindrul rece și șurubul de injecție. Sistemele de dozare a pigmentului pot fi integrate în linie pentru piesele LSR colorate. Șurubul de injecție este răcit pentru a preveni vulcanizarea prematură a țevii, iar duza încorporează o supapă de închidere a acului pentru a preveni salivarea între lovituri.
Specificații tehnice cheie de evaluat atunci când selectați o mașină
Selectarea unei mașini de prindere a matriței din silicon lichid necesită o evaluare atentă a mai multor parametri tehnici interdependenți. Subdimensionarea oricărei specificații în raport cu cerințele dvs. de scule și producție poate duce la probleme persistente de calitate sau deteriorarea mașinii. Următorul tabel rezumă cele mai critice specificații și semnificația lor practică:
| Caietul de sarcini | Gama tipică | De ce contează |
| Forța de prindere | 50 – 4.000 kN | Trebuie să depășească presiunea proiectată în cavitate pentru a preveni flash-ul |
| Dimensiunea platanului | 200×200 mm – 1000×1000 mm | Determină dimensiunile maxime ale bazei matriței |
| Deschidere la lumina zilei | 200 – 800 mm | Trebuie să se potrivească înălțimea matriței plus cursa de demulare |
| Volumul de injectare | 2 – 3.000 cm³ | Trebuie să se potrivească cu greutatea totală a loviturii, inclusiv alergătorii |
| Precizia măsurării | ±0,5% sau mai bine | Asigură raportul A:B consistent și uniformitatea întăririi |
| Controlul temperaturii matriței | Până la 250°C | Controlează viteza de întărire și calitatea piesei |
| Temperatura butoiului/duzei | 5 – 20°C (răcit) | Previne vulcanizarea prematură a sistemului de alimentare |
| Tip unitate de prindere | Hidraulic / Comutator / Servo-electric | Afectează precizia, consumul de energie și cerințele de întreținere |
Prindere hidraulică vs. comutatoare vs. prindere integrală electrică: alegerea unității potrivite
Alegerea tipului de unitate de prindere este una dintre cele mai importante decizii atunci când se specifică o mașină de strângere a matriței din silicon lichid. Fiecare tehnologie de acționare oferă un set distinct de compromisuri în ceea ce privește consistența forței, eficiența energetică, precizia și cerințele de întreținere - toate acestea au implicații semnificative pentru procesarea LSR în mod specific.
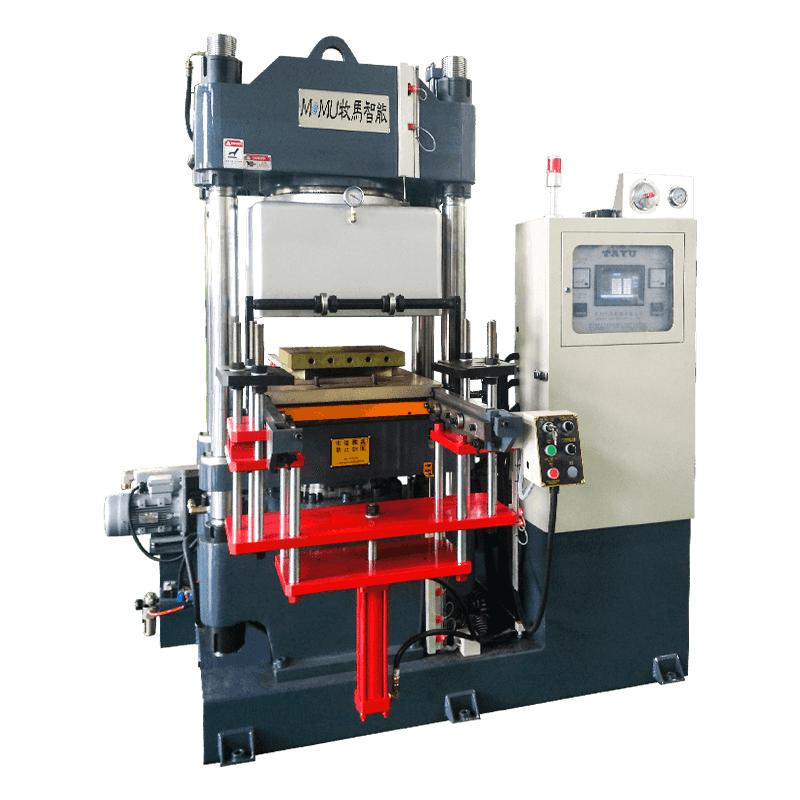
Prindere hidraulică
Sistemele hidraulice de prindere folosesc ulei sub presiune pentru a actiona direct cilindrul de prindere. Ele oferă forțe mari de strângere în cadrele de mașini compacte, ceea ce le face bine potrivite pentru mașinile LSR de tonaj mare care produc piese cu amprentă mare, cum ar fi garnituri de etanșare auto, garnituri sau carcase mari pentru dispozitive medicale. Sistemele hidraulice asigură aplicarea lină, continuă a forței și sunt relativ tolerante la dezalinierea matriței. Cu toate acestea, consumă energie în mod continuu pentru a menține presiunea hidraulică, generează căldură care trebuie gestionată și necesită întreținere regulată a fluidului hidraulic și inspecții de etanșare pentru a preveni contaminarea - o preocupare în producția de LSR în camerele curate pentru aplicații medicale sau de contact alimentar.
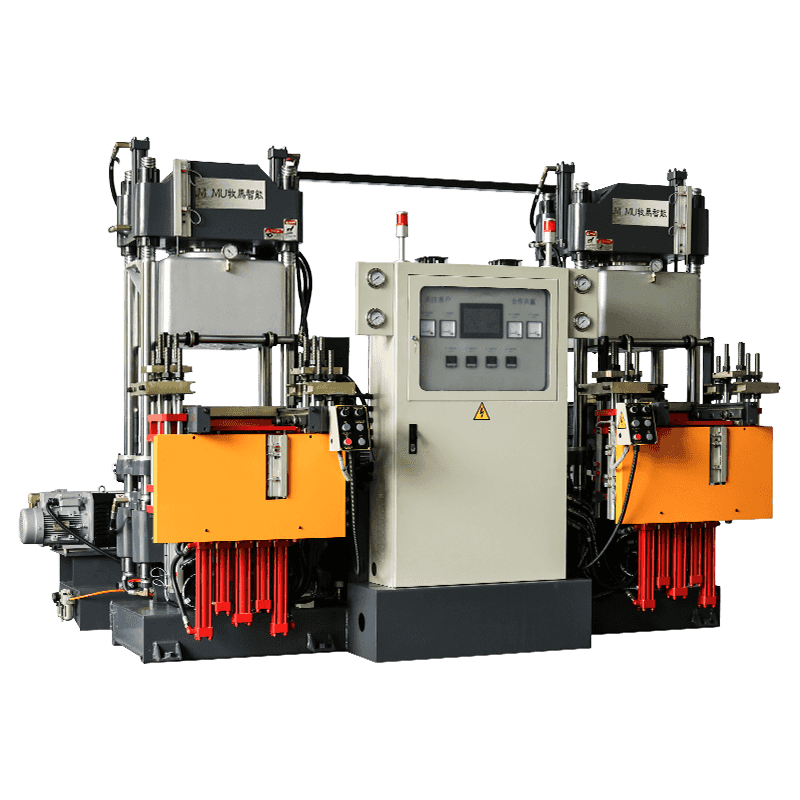
Comutați prindere
Mecanismele de comutare folosesc un sistem de legătură mecanică acționat de un actuator hidraulic sau servo pentru a multiplica forța geometric pe măsură ce comutatoarele se apropie de poziția lor complet extinsă (blocat). Acest design oferă o forță de strângere foarte mare la sfârșitul cursei cu un efort relativ scăzut al actuatorului, ceea ce îl face eficient din punct de vedere energetic pentru aplicații cu ciclu înalt. Mașinile cu comutare sunt utilizate pe scară largă în producția LSR mijlocie spre mare și oferă timpi de uscare rapidi. Limitarea principală este că forța de strângere este sensibilă la înălțimea matriței - ajustările trebuie făcute exact atunci când matrițele sunt schimbate pentru a se asigura că comutatorul atinge extensia completă în punctul corect de închidere a matriței, necesitând proceduri de configurare atentă.
Prindere complet electrică (servo-electrică).
Mașinile de strângere complet electrice folosesc servomotoare care antrenează mecanisme cu șuruburi cu bile pentru a deschide, închide și aplica forța de strângere. Această tehnologie oferă cele mai înalte niveluri de repetabilitate și precizie de poziție - critică pentru piesele LSR cu toleranță strânsă utilizate în dispozitive medicale, componente optice și aplicații de micro-mulare. Mașinile complet electrice consumă energie numai atunci când sunt în mișcare, nu generează căldură hidraulică și nu produc niciun risc de contaminare cu ulei, făcându-le alegerea preferată pentru mediile de clasă curată ISO. Prețul lor inițial de achiziție mai mare este de obicei compensat în timp prin costuri de operare mai mici, întreținere redusă și consistență superioară a procesului.

Industrii și aplicații care se bazează pe mașini de prindere LSR
Mașinile de prindere a matrițelor din silicon lichid servesc unei game remarcabil de diverse industrii, conduse de combinația unică LSR de biocompatibilitate, stabilitate termică, izolație electrică și durabilitate. Înțelegerea care industrii se bazează cel mai mult pe această tehnologie ajută la contextualizarea cerințelor de performanță a mașinii care contează cel mai mult în fiecare sector.
- Dispozitive medicale și asistență medicală: LSR este conform FDA, autoclavabil și biocompatibil, făcându-l indispensabil pentru producerea măștilor respiratorii, componentelor cateterului, membranelor supapelor, etanșării seringilor, vârfurilor de urechi pentru aparate auditive și mânerelor pentru instrumente chirurgicale. Mașinile utilizate în acest sector trebuie să îndeplinească standardele de compatibilitate cu camerele curate și să asigure trasabilitatea completă a parametrilor procesului.
- Automobile: Sistemele de etanșare, butoanele bujiilor, garniturile conectorilor și carcasele senzorilor fabricate din LSR necesită producție în volum mare cu toleranțe dimensionale strânse. Uneltele cu canale calde cu mai multe cavități care funcționează pe mașini de prindere cu un tonaj mare sunt standard în unitățile de furnizori auto de nivel 1.
- Produse pentru bebeluși și sugari: Tetinele pentru biberoane, suzetele, inelele de dentiție și accesoriile de hrănire sunt produse din LSR de calitate alimentară pe mașini validate pentru a îndeplini standardele de siguranță, cum ar fi FDA 21 CFR și EU 10/2011 pentru materialele care vin în contact cu alimentele.
- Electronice de larg consum: Sigilii rezistente la apă pentru smartphone-uri, ceasuri inteligente și căști; membrane pentru comutatoare de tastatură; și componentele de contact cu pielea dispozitivului purtabil sunt din ce în ce mai fabricate din LSR datorită durabilității și proprietăților sale tactile.
- Etanșare industrială și control al fluidelor: Inelele O, diafragmele și garniturile personalizate pentru pompe, supape și echipamente de procesare chimică beneficiază de rezistența LSR la temperaturi extreme (-60°C până la 230°C), radiațiile UV și substanțele chimice agresive.
Parametrii de proces care afectează în mod direct performanța de prindere și calitatea pieselor
Chiar și cea mai precisă mașină de prindere a matriței din silicon lichid va produce piese defecte dacă parametrii procesului nu sunt stabiliți și menținuți corect. Turnarea LSR este sensibilă la un grup de variabile interconectate pe care operatorii și inginerii de proces trebuie să le monitorizeze și să le optimizeze continuu.
- Forța de prindere față de zona cavității proiectată: Calculați forța de strângere necesară înmulțind suprafața totală proiectată a tuturor cavităților și canalelor (în cm²) cu presiunea medie de injecție (în kN/cm²). Aplicați un factor de siguranță de 1,2–1,5 pentru a ține cont de vârfurile de presiune în timpul umplerii. Forța de strângere insuficientă are ca rezultat flash; forța excesivă poate deteriora suprafețele de despărțire a mucegaiului în timp.
- Uniformitatea temperaturii matriței: Încălzirea neuniformă a matriței duce la rate variabile de întărire în cavitate, producând piese cu duritate, finisare a suprafeței sau precizie dimensională inconsecventă. Validați uniformitatea temperaturii pe suprafața matriței folosind imagini termice înainte de a vă angaja în producție.
- Viteza si presiunea injectiei: Vâscozitatea scăzută a LSR înseamnă că umple rapid cavitățile. Viteza de injectare trebuie controlată pentru a evita blocarea aerului și defectele de jet, în special în piesele cu pereți subțiri sau cu geometrie complexă. Profilele de injecție programabile în mai multe etape permit reducerea vitezei la tranzițiile critice de umplere.
- Optimizarea timpului de vindecare: Timpul de întărire este o funcție de temperatura matriței, grosimea parțială a peretelui și energia de activare a gradului LSR specific. Întărirea lasă părțile lipicioase și slabe din punct de vedere mecanic; supraîntărirea pierde timpul ciclului și poate provoca degradarea termică în secțiuni subțiri. Utilizați studii de timp de întărire cu măsurători cu durometru pentru a stabili timpul minim de întărire efectiv pentru fiecare combinație de scule și materiale.
- Aerisire cu vid: Multe matrițe LSR sunt echipate cu sisteme de vid care evacuează aerul din cavitate imediat înainte de injectare. Acest lucru este deosebit de important pentru cavitățile mici, buzunarele oarbe sau piesele cu cerințe cosmetice stricte, deoarece aerul prins provoacă goluri, lovituri scurte și porozitate a suprafeței pe care forța de strângere singură nu le poate preveni.
Întreținere și longevitate: protejarea investiției în mașină
O mașină de strângere a matrițelor din silicon lichid reprezintă o investiție de capital substanțială - mașinile de bază încep în jurul a 80.000 USD, în timp ce sistemele complet echipate complet electrice, cu dozare multicomponentă și integrarea camerei curate pot depăși 500.000 USD. Implementarea unui program disciplinat de întreținere preventivă este esențială pentru a proteja această investiție, pentru a minimiza timpul de oprire neplanificat și pentru a menține calitatea producției pe durata de viață a mașinii.
- Purificarea zilnică a sistemului de dozare și amestecare: La sfârșitul fiecărei ture de producție, purjați mixerul, elementul de amestec static și duza pentru a preveni întărirea LSR în interiorul sistemului de alimentare. Blocajele de silicon întărite în mixerele statice sunt o cauză principală a timpului de întrerupere neplanificat și poate necesita dezasamblare și curățare costisitoare.
- Verificări paralelismului barelor de legătură și plăcii: Măsurați paralelismul platanului la intervale regulate folosind comparatoare. Pierderea paralelismului - cauzată de uzura barei de legătură, sarcinile de prindere inegale sau efectele termice - duce la modele neuniforme de fulger pe uneltele cu mai multe cavități și poate fi diagnosticată greșit ca o problemă de scule dacă geometria mașinii nu este verificată mai întâi.
- Inspecția sistemului de răcire cilindru și duză: Verificați dacă fluxul de apă răcită prin mantaua de răcire a cilindrului rămâne în parametrii specificați. Pierderea capacității de răcire îi permite LSR să înceapă vulcanizarea în zona de alimentare, provocând greutăți neregulate și vârfuri de cuplu ale șuruburilor care pot deteriora componentele unității.
- Calibrare servomotor și codificator: Pentru mașinile complet electrice, verificați acuratețea feedback-ului codificatorului servomotorului și preîncărcarea șurubului cu bile la intervale programate. Derivarea codificatorului sau uzura șurubului cu bile introduc erori de poziție în aplicarea forței de strângere care pot să nu fie vizibile imediat în calitatea pieselor, dar se vor acumula în defecte semnificative în timp.
Pentru producătorii dedicați preciziei, consecvenței și scalabilității în producția de cauciuc siliconic lichid, investiția în mașina potrivită de strângere a matrițelor din silicon lichid - specificată corect, instalată corect și întreținută riguros - este decizia cu cel mai mare impact în stabilirea unei operațiuni de turnare LSR competitivă, capabilă să îndeplinească standardele exigente ale piețelor de produse medicale, auto și de consum de astăzi..