Ce este o mașină de vulcanizare a cauciucului în vid și cum funcționează?
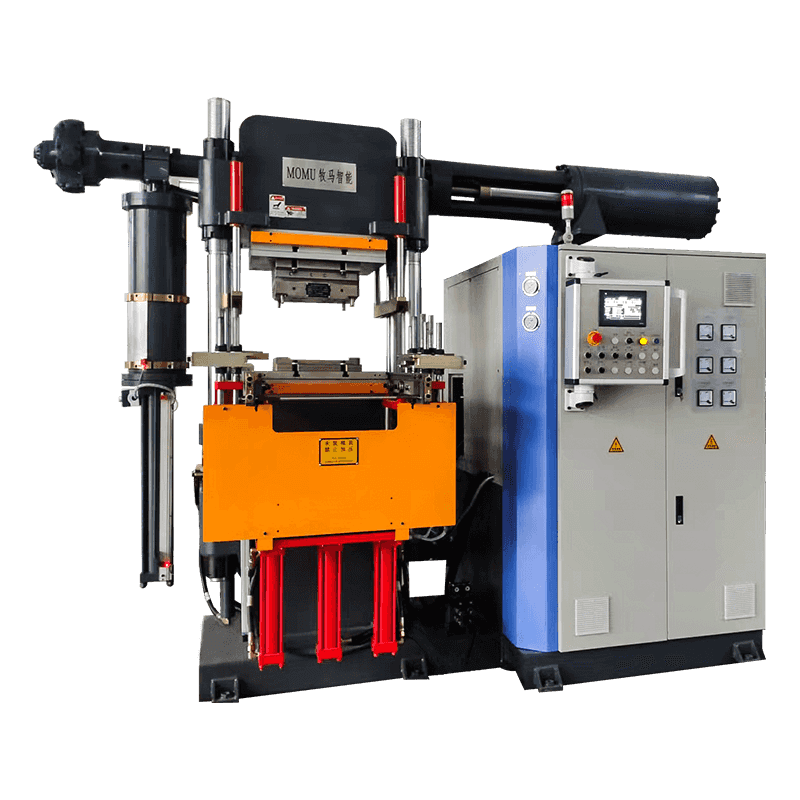
O mașină de vulcanizare a cauciucului în vid este o piesă specializată de echipament industrial utilizată pentru a întări compușii de cauciuc sub căldură și presiune controlată într-un mediu de vid. Vulcanizarea este procesul chimic care transformă cauciucul brut sau amestecat dintr-o stare moale, flexibilă într-un material durabil, elastic și rezistent la căldură, prin formarea de legături încrucișate între lanțurile polimerice - de obicei prin agenți de întărire pe bază de sulf sau peroxid. Componenta de vid este cea care distinge această mașină de vulcanizatoarele standard prin presa. Prin evacuarea aerului din cavitatea matriței înainte și în timpul ciclului de întărire, mașina elimină pungile de aer și gazele blocate care altfel ar provoca porozitate, goluri sau pete de suprafață în produsul finit din cauciuc.
Mașina funcționează printr-o succesiune de etape automatizate: încărcarea matriței, evacuarea în vid, aplicarea sub presiune, întărirea la căldură și eliberarea matriței. Încălzirea se realizează de obicei prin plăci electrice sau plăci încălzite cu abur care transferă căldura uniform în compusul de cauciuc. O pompă de vid conectată la camera matriței etanșă trage presiunea internă în jos - de obicei între -0,08 MPa și -0,1 MPa - înainte ca presa să se închidă și să aplice forța de strângere. Această combinație de vid, căldură și presiune mecanică asigură că geometriile complexe ale matriței sunt umplute complet și că piesa întărită îndeplinește specificațiile dimensionale și de calitate a suprafeței.

Industrii și aplicații care se bazează pe vulcanizarea în vid
Mașinile de vulcanizare a cauciucului în vid sunt utilizate într-o gamă largă de industrii în care calitatea și consistența pieselor din cauciuc nu sunt negociabile. Sectorul auto este unul dintre cei mai mari utilizatori, bazându-se pe aceste mașini pentru a produce garnituri, garnituri, inele O, amortizoare de vibrații și componente de manipulare a fluidelor care trebuie să funcționeze fiabil în condiții termice și mecanice solicitante. În industria aerospațială, vulcanizarea în vid este utilizată pentru componentele de cauciuc de precizie, unde chiar și golurile microscopice ar putea compromite integritatea sistemelor critice de etanșare.
Industria dispozitivelor medicale folosește mașini de vulcanizare în vid pentru a fabrica piese din silicon și cauciuc special care trebuie să îndeplinească standarde stricte de biocompatibilitate și toleranță dimensională. Producătorii de electronice le folosesc pentru a produce componente izolatoare și suporturi de izolare a vibrațiilor. Industria încălțămintei aplică tehnologia pentru lipirea tălpii și componentele din cauciuc turnate. În fiecare caz, mediul de vid este esențial pentru obținerea finisajului suprafeței, a densității interne și a performanței mecanice pe care vulcanizarea standard prin presa nu le poate oferi în mod fiabil.
Parametrii cheie ai procesului și cum să îi controlăm
Producerea unor piese din cauciuc vulcanizat consistente, fără defecte, necesită gestionarea precisă a mai multor parametri interdependenți ai procesului. Înțelegerea a ceea ce face fiecare parametru - și modul în care abaterile afectează rezultatul - este fundamentală pentru a funcționa eficient o mașină de vulcanizare în vid.
Temperatura de vulcanizare
Temperatura este motorul principal al reacției de vulcanizare. Majoritatea compușilor de cauciuc se întăresc în intervalul de la 150°C la 200°C, temperatura optimă specifică depinde de formularea compusului și de sistemul de întărire utilizat. O temperatură prea scăzută are ca rezultat o subîntărire - cauciucul va fi moale, slab și poate prezenta aderență sau reticulare incompletă. O temperatură prea ridicată provoacă supraîntărire sau inversare, unde rețeaua de polimeri se degradează, iar cauciucul își pierde rezistența și elasticitatea. Uniformitatea temperaturii platanului pe suprafața matriței este la fel de importantă; Gradienții de temperatură de peste cinci până la zece grade Celsius pe matriță pot provoca o întărire neuniformă și o contracție diferențială.
Timp de întărire
Timpul de întărire este determinat de datele reologice ale compusului - în special valoarea T90 dintr-un test cu reometrul cu matriță în mișcare (MDR), care indică timpul necesar pentru a atinge nouăzeci la sută din cuplul maxim (densitatea de reticulare) la temperatura țintă. Timpii de întărire variază de obicei de la două până la treizeci de minute, în funcție de tipul compusului, grosimea părții și temperatură. Pentru secțiuni groase, trebuie luat în considerare timpul suplimentar pentru a permite căldurii să pătrundă în miez. Utilizarea unui timp de întărire prea scurt este una dintre cele mai frecvente surse de defecțiuni pe teren în produsele din cauciuc.
Nivelul și sincronizarea vidului
Vidul trebuie să atingă nivelul țintă înainte ca presa să se închidă și să înceapă întărirea. Majoritatea operațiunilor vizează un nivel de vid de la -0,095 MPa la -0,1 MPa. Timpul de evacuare – de obicei între cincisprezece până la șaizeci de secunde – trebuie să fie suficient pentru a purja complet aerul atât din cavitatea matriței, cât și din orice canale de aerisire. Dacă ciclul pompei de vid este prea scurt, aerul rezidual va fi mai degrabă comprimat decât îndepărtat atunci când presa se închide, provocând goluri sub suprafață. Testarea regulată a performanței pompei și verificarea scurgerilor în liniile de vid și etanșările matriței este esențială pentru menținerea unei calități constante a evacuării.
Presiune de prindere
Presiunea de prindere menține jumătățile de matriță etanșate în timpul vulcanizării și comprimă compusul de cauciuc pentru a umple complet geometria cavității. Presiunea de strângere insuficientă permite formarea fulgerului la linia de despărțire și poate duce la secțiuni subumplute. Presiunea excesivă poate deteriora mucegaiurile sau poate face ca compusul să fie stoars din cavitate înainte de gelificare. Presiunile tipice de strângere pentru vulcanizarea cauciucului variază de la 10 la 25 MPa, în funcție de vâscozitatea compusului și de geometria piesei.
Defecte comune și cum să le diagnosticăm
Chiar și cu mașini bine calibrate, pot apărea defecte în piesele din cauciuc vulcanizat. Identificarea cauzei rădăcină minimizează rapid deșeurile și timpul de oprire a producției. Următorul tabel rezumă defectele cele mai frecvent întâlnite și cauzele lor probabile:
| Defect | Cauza probabilă | Acțiune corectivă |
| Porozitate / Goluri interne | Vacuum sau timp de evacuare insuficient | Verificați performanța pompei; extinde timpul de evacuare |
| Blistering la suprafață | Umiditate în compus sau mucegai | Compus pre-uscat; curățați și preîncălziți matrița |
| Întărire (părți moi) | Temperatură scăzută sau timp de întărire insuficient | Verificați calibrarea temperaturii platanului; extinde timpul de vindecare |
| Flash excesiv | Presiune scăzută de strângere sau linie de despărțire a matriței uzată | Creșterea tonajului de presă; inspectați și recondiționați matrița |
| Shot scurt / Zone neumplute | Greutate de încărcare compusă insuficientă | Recalculați greutatea de încărcare; reglați preforma compusă |
| Variația dimensională | Temperatură inconsecventă sau forță de strângere | Calibrarea senzorilor; efectuați întreținerea regulată a presei |
Cum să alegi mașina potrivită de vulcanizare a cauciucului cu vid
Selectarea mașinii corecte necesită potrivirea specificațiilor echipamentului cu cerințele aplicației dumneavoastră specifice de producție. Criteriile cheie de evaluare includ dimensiunea platanului, tonajul presei, capacitatea sistemului de vid, intervalul de temperatură și sofisticarea sistemului de control.
- Dimensiunea platoului trebuie să găzduiască cea mai mare matriță pe care intenționați să o rulați, cu o marjă suficientă pentru a menține o distribuție uniformă a temperaturii. Dimensiunile standard ale platanelor variază de la 200 mm × 200 mm pentru producția de piese mici până la 1000 mm × 1000 mm sau mai mari pentru aplicații industriale.
- Tonajul de presare trebuie să se potrivească cu zona proiectată a matriței și cu vâscozitatea compusului de cauciuc. Ca un ghid general, calculați forța necesară înmulțind suprafața proiectată a cavității matriței cu presiunea țintă de strângere, apoi adăugați o marjă de siguranță de cel puțin douăzeci de procente.
- Capacitatea pompei de vid - măsurată în litri pe minut - ar trebui să fie suficientă pentru a evacua camera matriței la nivelul țintă de vid în termen de cincisprezece până la treizeci de secunde. Volumele mai mari de matriță necesită pompe de capacitate mai mare pentru a evita ciclurile prelungite.
- Intervalul de temperatură și specificațiile de uniformitate trebuie verificate în raport cu cerințele de întărire ale compusului dumneavoastră. Majoritatea mașinilor de uz general funcționează până la 200°C, în timp ce mașinile specializate pentru compuși de silicon sau fluoroelastomeri la temperatură înaltă pot necesita 250°C sau mai mult.
- Capacitatea sistemului de control determină cât de multă flexibilitate a procesului și înregistrarea datelor puteți obține. Controlerele logice programabile (PLC) cu interfețe cu ecran tactil permit profiluri de întărire în mai multe etape, secvențierea automată a vidului și stocarea înregistrărilor de producție - toate acestea valoroase pentru managementul calității și repetabilitatea procesului.
Practici de întreținere de rutină care protejează performanța mașinii
O mașină de vulcanizare a cauciucului în vid reprezintă o investiție de capital semnificativă, iar întreținerea consecventă este esențială pentru protejarea acelei investiții, asigurând în același timp fiabilitatea producției. Sistemul de vid necesită cea mai mare atenție - uleiul pompei de vid trebuie verificat și schimbat conform programului producătorului, de obicei la fiecare trei până la șase luni în condiții de producție continuă. Conexiunile liniei de vid, garniturile și etanșările matriței trebuie inspectate săptămânal pentru uzură sau scurgere, deoarece chiar și scurgerile mici degradează semnificativ performanța de evacuare.
Senzorii de temperatură cu plată și traductoarele de presiune trebuie calibrate trimestrial folosind instrumente de referință certificate pentru a se asigura că valorile afișate pe mașină reflectă condițiile reale ale procesului. Nivelurile fluidului hidraulic și condițiile filtrului trebuie monitorizate lunar. Suprafețele matriței trebuie curățate după fiecare ciclu de producție pentru a preveni acumularea de reziduuri de cauciuc, care poate cauza lipire, defecte ale suprafeței pieselor ulterioare și uzură accelerată a matriței. Păstrarea unui jurnal detaliat de întreținere – înregistrarea tuturor inspecțiilor, schimbărilor de fluid, calibrărilor și evenimentelor de defecțiune – oferă datele istorice necesare pentru a identifica problemele emergente înainte ca acestea să provoace timpi neplanificați.
Maximizarea calității producției și a eficienței producției
Dincolo de selecția și întreținerea mașinii, obținerea constantă a unei calități ridicate a producției de la a mașină de vulcanizare a cauciucului în vid depinde de disciplina procesului. Standardizarea pregătirii compusului - inclusiv greutatea, forma și plasarea constantă a preformei în matriță - elimină una dintre cele mai comune surse de variație de la o parte la alta. Utilizarea corectă și consecventă a agenților de degajare previne lipirea fără a contamina suprafața cauciucului sau a afecta lipirea pieselor compozite. Stabilirea rețetelor de cură documentate pentru fiecare produs și blocarea acelor rețete în sistemul de control al mașinii previne modificări accidentale ale parametrilor care conduc la producția neconformă.
Metodele de control statistic al procesului (SPC) aplicate măsurătorilor cheie de ieșire - greutatea piesei, dimensiunile critice și duritatea - oferă o avertizare timpurie atunci când are loc deviația procesului, permițând acțiuni corective înainte ca cantități mari de deșeuri să fie produse. Pentru operațiuni de mare volum, integrarea datelor de ieșire ale mașinii cu un sistem de execuție a producției (MES) permite monitorizarea și trasabilitatea producției în timp real, ceea ce este din ce în ce mai solicitat de clienții auto și medicali ca parte a cerințelor de calitate a furnizorilor lor. Tratarea mașinii de vulcanizare ca un instrument de precizie mai degrabă decât o presă de marfă este mentalitatea care separă operațiunile de cauciuc de înaltă performanță de cele care se confruntă cu probleme cronice de calitate și randament.