Ce este o mașină de turnat prin injecție LSR?
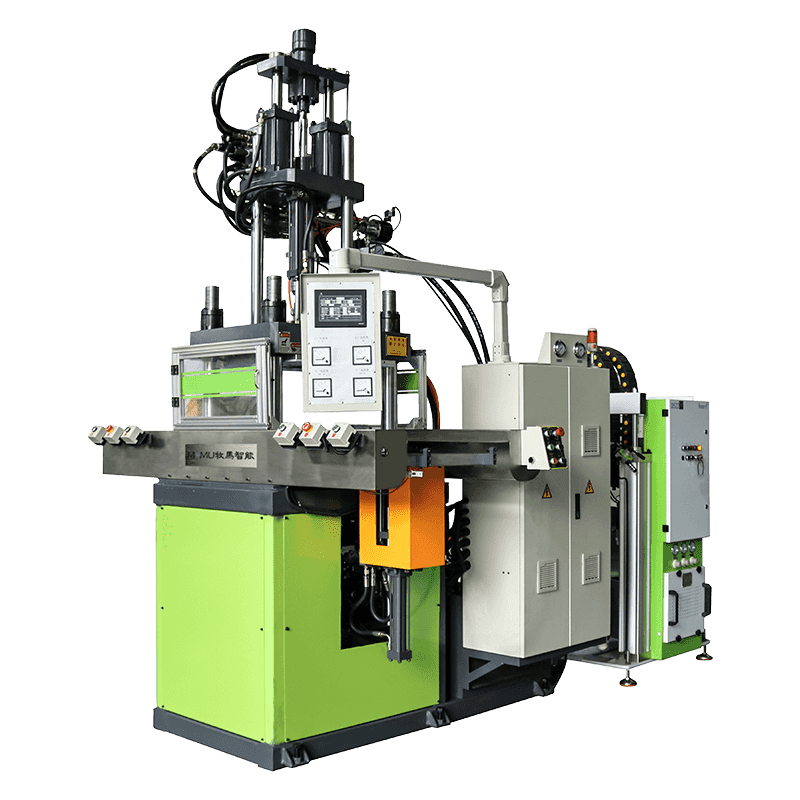
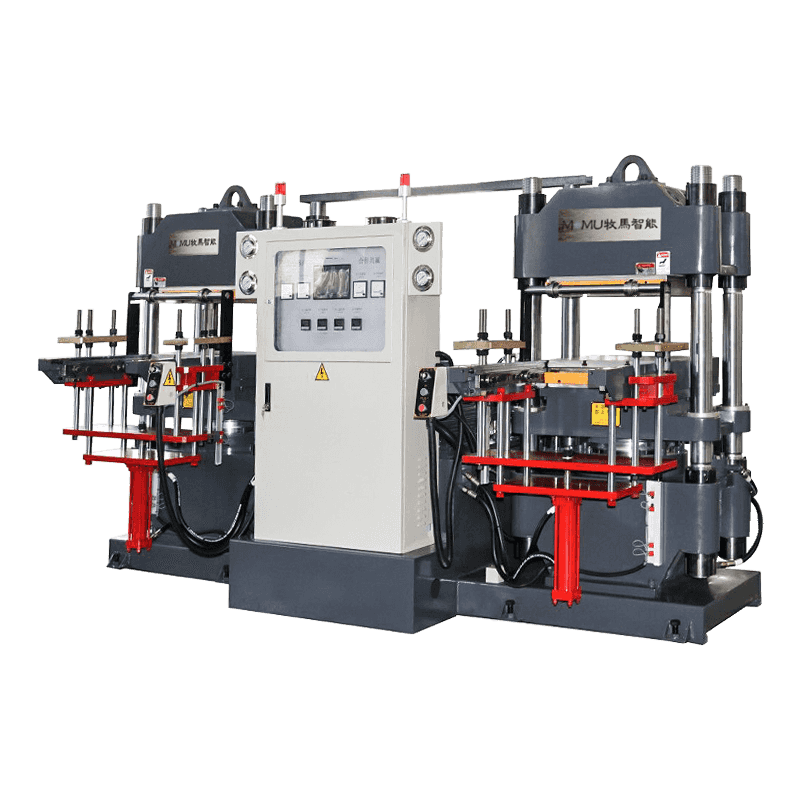
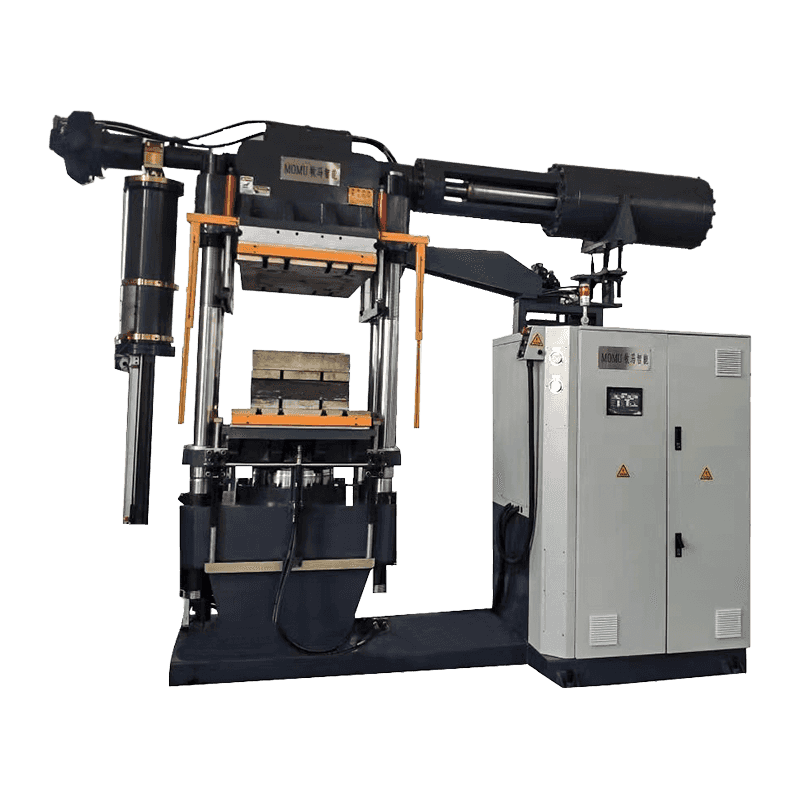
An Mașină de turnat prin injecție LSR este un sistem de producție specializat conceput pentru a procesa cauciucul siliconic lichid (LSR) în piese turnate cu precizie printr-un ciclu de injecție închis, automat. Spre deosebire de turnarea prin injecție termoplastică, care topește peletele solide și le injectează într-o matriță răcită, turnarea LSR funcționează invers: siliconul lichid din două componente este menținut la rece în timpul injectării și apoi întărit într-o matriță încălzită printr-o reacție de vulcanizare catalizată cu platină. Această diferență fundamentală în comportamentul materialului determină aproape fiecare decizie de proiectare în mașinile specifice LSR - de la butoiul și sistemul de măsurare cu temperatură controlată până la unitatea de strângere și construcția matriței.
Mașinile LSR sunt utilizate într-o gamă largă de industrii oriunde este necesară combinația siliconului de flexibilitate, stabilitate termică, biocompatibilitate și rezistență chimică. Dispozitivele medicale, produsele pentru copii, garniturile pentru automobile, componentele electronice de larg consum și membranele industriale sunt printre cele mai comune aplicații. Înțelegerea principiilor de lucru ale mașinii, a subsistemelor cheie și a criteriilor de selecție este esențială pentru inginerii și profesioniștii în achiziții care evaluează capacitatea de producție LSR.
Cum funcționează turnarea prin injecție LSR: Procesul de bază
LSR este furnizat ca un sistem din două părți: Componenta A conține polimerul de bază și catalizatorul de platină, în timp ce Componenta B conține agentul de reticulare și inhibitorul. Cele două componente sunt stocate în bidoane separate și alimentate printr-o unitate de dozare și amestecare - de obicei un mixer static - care le combină într-un raport precis de 1:1 în volum. Menținerea preciziei exacte a raportului este critică, deoarece orice abatere modifică chimia de întărire și produce piese cu duritate inconsecventă, întărire incompletă sau aderență la suprafață.
După amestecare, LSR combinat este injectat într-o matriță încălzită - menținută în mod obișnuit între 160 ° C și 220 ° C - unde catalizatorul de platină antrenează reticulare rapidă. Timpii de întărire depind de geometria piesei, grosimea peretelui și temperatura matriței, dar majoritatea ciclurilor de producție variază de la câteva secunde pentru piesele cu pereți subțiri până la câteva minute pentru componentele mai groase. Deoarece siliconul întărit se micșorează ușor pe măsură ce se reticulă, designul matriței trebuie să țină cont de această schimbare dimensională pentru a menține toleranțe strânse în piesa finită.
Unitatea de injecție în sine trebuie răcită - de obicei răcită cu apă la aproximativ 10-15 ° C - pentru a preveni întărirea prematură în butoi înainte ca împușcătura să ajungă în matriță. Acest sistem de canal rece, extins adesea în geometria canalului și canalului din interiorul matriței, minimizează risipa de material prin menținerea LSR în starea sa lichidă neîntărită până la poartă, permițând apoi diferența de căldură dintre canalul rece și cavitatea matriței fierbinți să declanșeze întărirea exact acolo unde este necesar.
Subsisteme cheie ale unei mașini de turnat prin injecție LSR
Unitate de dozare și dozare
Unitatea de măsurare este cel mai critic subsistem unic pentru procesarea LSR. Atrage cele două componente LSR din tamburi sub presiune folosind pompe cu piston pneumatice sau servo-acționate, menține un raport volumetric precis pe tot parcursul tragerii și livrează materialul amestecat la unitatea de injecție fără a introduce aer. Sistemele de măsurare de ultimă generație realizează o precizie a raportului cu ±0,5% pe parcursul sesiunilor de producție și includ senzori de monitorizare continuă care declanșează alarme dacă raportul deviază dincolo de toleranța stabilită. Mixerul static — un element elicoidal pasiv prin care sunt alimentate ambele componente — realizează o amestecare omogenă fără piese în mișcare, reducând cerințele de întreținere în comparație cu alternativele de amestecare dinamică.

Unitate de injecție
Unitatea de injecție pentru LSR diferă de unitățile termoplastice în mai multe moduri importante. Geometria șurubului folosește o adâncime de zbor mică și un raport de compresie scăzut pentru a evita generarea de căldură de frecare care ar întări prematur materialul din butoi. Întregul butoi este îmbrăcat cu un circuit de răcire cu apă. Viteza și presiunea de injecție sunt controlate servo pentru a asigura caracteristici de umplere consistente la fiecare tir, iar unitatea de injecție funcționează de obicei la presiuni semnificativ mai mici decât sistemele termoplastice - de obicei între 500 și 1.500 bari - deoarece vâscozitatea scăzută a LSR necesită mai puțină forță pentru a umple cavitatea matriței.
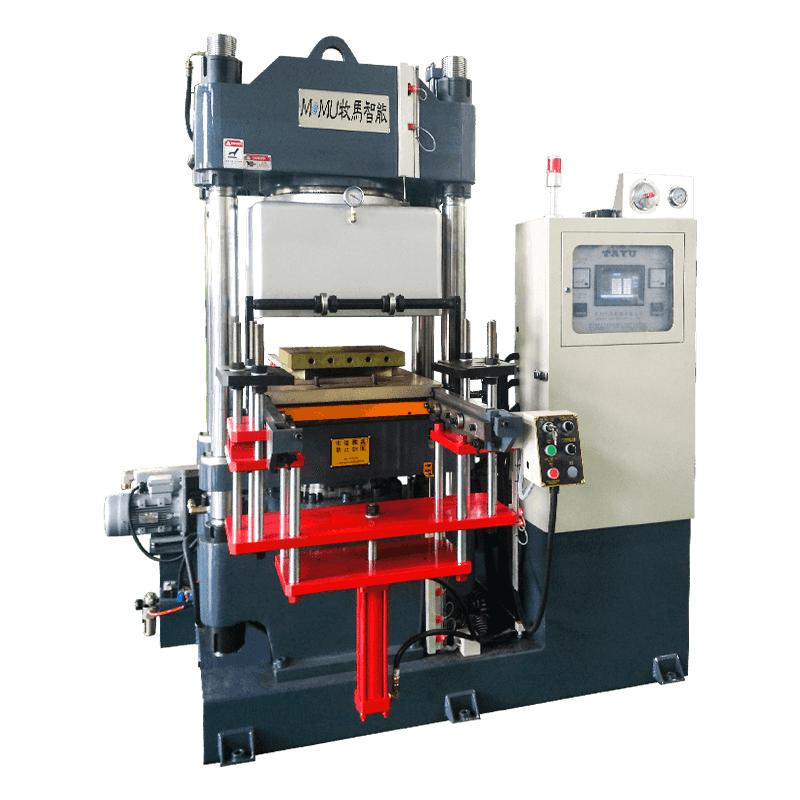
Unitate de prindere
Matrițele LSR necesită o forță de strângere foarte mare pe unitatea de suprafață proiectată a piesei în comparație cu materialele termoplastice, deoarece vâscozitatea scăzută a LSR înseamnă că va străluci chiar și pe goluri minime ale liniei de despărțire dacă forța de strângere este insuficientă. Sunt folosite ambele sisteme de strângere cu comutator și hidraulic, iar mașinile electrice sunt din ce în ce mai preferate în camerele curate pentru curățenie, repetabilitate și eficiență energetică. Cerințele de forță de prindere sunt calculate pe baza presiunii din cavitate înmulțită cu aria proiectată a piesei plus sistemul de ghidaj.
Comparație mașini LSR: hidraulice vs. integral electrice
| Caracteristică | Mașină LSR hidraulică | Mașină LSR complet electrică |
| Repetabilitate | Bun | Excelent |
| Adecvarea camerei curate | Limitat (risc de contaminare cu ulei) | Ridicat (fără lichid hidraulic) |
| Consum de energie | Mai sus | cu 30-60% mai mic |
| Costul de capital | Mai jos | Mai sus |
| Nivel de zgomot | Mai sus | Mai jos |
| Întreținere | Mai frecvente (etanșări hidraulice) | Mai puțin frecvente |
| Cele mai bune aplicații potrivite | Piese industriale de mare forță | Piese medicale, de calitate alimentară, de precizie |
Industrii și aplicații care determină cererea de mașini LSR
Creșterea turnării prin injecție LSR ca metodă de producție este direct legată de setul în expansiune de industrii care depind de proprietățile materialului siliconului în medii solicitante de utilizare finală. Fiecare industrie are cerințe specifice care modelează modul în care mașinile LSR trebuie configurate și validate.
- Dispozitive medicale: Biocompatibilitatea LSR în conformitate cu standardele ISO 10993 și capacitatea de a fi sterilizat prin autoclavare, EtO și radiații gamma îl fac materialul de alegere pentru catetere, măști respiratorii, etanșări pentru dispozitive implantabile și mânere de instrumente chirurgicale. Mașinile utilizate pentru producția medicală LSR sunt de obicei electrice, compatibile cu camerele curate și echipate cu documentație completă a procesului pentru conformitatea cu reglementările.
- Produse pentru sugari și bebeluși: Suzetele, tetinele pentru biberoane și produsele pentru dentiție necesită silicon sigur pentru contactul cu alimentele, fără plastifianți și BPA. Calitățile LSR certificate conform reglementărilor FDA 21 CFR și EU 10/2011 privind contactul cu alimentele sunt standard, iar mediile de producție trebuie să îndeplinească controale stricte de igienă.
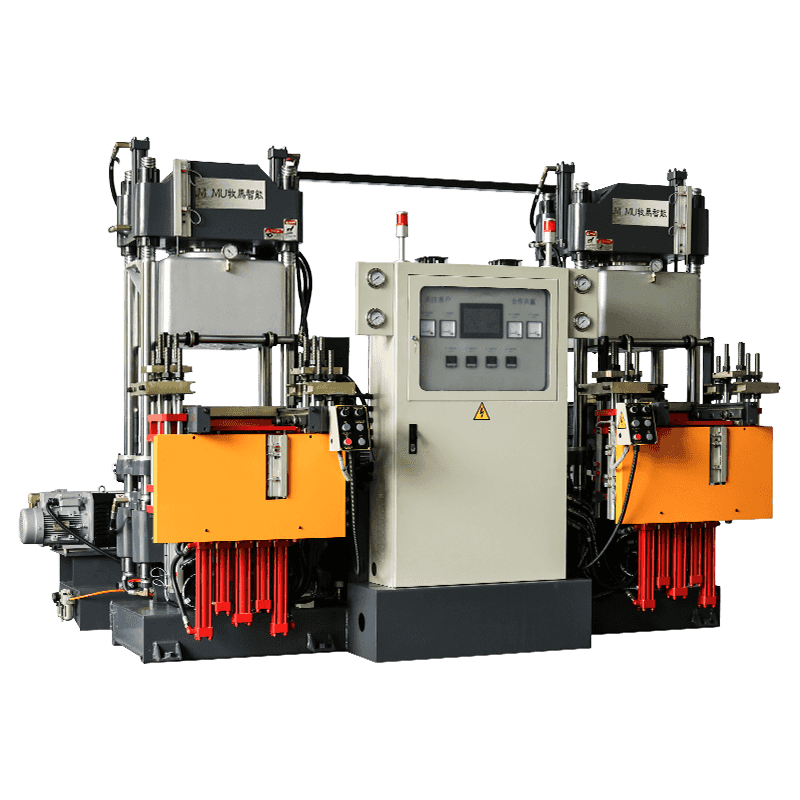
- Automobile: LSR este utilizat pentru garnituri de etanșare, cizme de bujii, garnituri de senzori și componente de sub capotă care trebuie să reziste la temperaturi susținute de la -50°C la 200°C. Producția de automobile de mare volum utilizează de obicei mașini hidraulice cu matrițe cu canale rece cu mai multe cavități pentru eficiență a costurilor.
- Electronice de larg consum: Garniturile impermeabile, membranele pentru butoane, vârfurile pentru căști și garniturile pentru dispozitive portabile reprezintă un segment în creștere rapidă. Piesele cu pereți subțiri, de înaltă precizie, cu toleranțe dimensionale strânse, sunt obișnuite, favorizând mașinile electrice cu control al vitezei de injecție ridicate.
- Etanșare industrială: Diafragmele pompelor, garniturile de etanșare ale supapelor și garniturile rezistente la substanțe chimice exploatează rezistența siliconului la ozon, radiații UV și un spectru larg de substanțe chimice. Acestea tind să fie piese cu secțiune mai groasă produse pe mașini hidraulice la cavitație inferioară.
Factori critici atunci când alegeți o mașină de turnat prin injecție LSR
Selectarea unei mașini LSR necesită evaluarea specificațiilor tehnice în contextul pieselor specifice, al volumelor de producție și al mediului de reglementare. Mai mulți factori determină în mod constant dacă o investiție în mașină oferă randamentul așteptat.
Dimensiunea loviturii și forța de strângere trebuie să fie potrivite cu piesa proiectată și cu zona de rulare, mai degrabă decât să fie estimate în mod liber. Vâscozitatea scăzută a LSR înseamnă că chiar și un deficit modest al forței de strângere are ca rezultat flash - o peliculă subțire de silicon întărit la linia de despărțire care necesită tăiere manuală și crește ratele de deșeuri. Calculați forța de strângere necesară la un minim de 0,3 până la 0,5 tone pe centimetru pătrat de suprafață proiectată a cavității și dimensionați mașina cu o marjă peste această cifră pentru a se potrivi adăugărilor viitoare de matriță sau modificărilor de proiectare.
Precizia controlului temperaturii în matriță este la fel de importantă ca și performanța de prindere și injecție a mașinii. Temperaturile neuniforme ale matriței produc piese cu întărire inconsecventă, variații dimensionale și defecte de suprafață. Evaluați dacă controlerul de temperatură al matriței al mașinii acceptă maparea temperaturii bazată pe zone și dacă designul matriței oferă o acoperire adecvată a canalului de încălzire. În aplicațiile medicale de precizie, variația temperaturii matriței de peste ±2°C pe suprafața cavității este de obicei inacceptabilă.
Capacitățile de monitorizare a proceselor și de înregistrare a datelor au devenit nenegociabile pentru industriile reglementate. Mașinile LSR moderne integrează senzori de presiune din cavitate, profile de viteză și presiune de injecție, înregistrarea temperaturii matriței și verificarea raportului de măsurare într-un sistem unificat de monitorizare a procesului. Aceste date sunt necesare pentru validarea procesului conform FDA 21 CFR Part 820 și ISO 13485 pentru dispozitivele medicale și sunt din ce în ce mai solicitate de clienții auto Tier 1 ca parte a pachetelor de documentație PPAP.
Defecte comune de proces și cum să le preveniți
Chiar și mașinile bine specificate produc defecte atunci când parametrii de proces se deplasează sau condițiile mucegaiului nu sunt menținute corespunzător. Recunoașterea cauzelor fundamentale ale defectelor comune ale LSR este esențială pentru inginerii de proces responsabili de calitatea producției.
- Flash: Cauzat de forța de strângere insuficientă, suprafețele uzate ale liniei de despărțire sau presiunea de injecție excesivă. Abordați prin verificarea calculelor forței de strângere, inspectarea stării matriței și reducerea vitezei de injecție în timpul fazei de umplere.
- Umplere incompletă / fotografie scurtă: Rezultate de la presiunea de injecție insuficientă, porți blocate sau LSR care s-a întărit parțial în canal înainte de a ajunge în cavitate. Verificați diametrul porții, verificați că temperatura cilindrului se află în intervalul țintă al canalului rece și verificați pentru inhibarea întăririi de contaminare.
- Aderența la suprafață: Indică subîntărire, cel mai adesea cauzată de un raport A:B incorect, de temperatura prea scăzută a matriței sau de un timp de întărire insuficient. Verificați raportul de dozare cu un test de distribuire controlată, verificați uniformitatea temperaturii matriței și extindeți timpul de întărire dacă toleranțele dimensionale permit.
- Captarea aerului / goluri: Aerul introdus în timpul amestecării sau injectat cu materialul produce bule în partea întărită. Asigurați-vă că sistemul de dozare este purjat corespunzător înainte de producție și verificați dacă viteza de injecție nu este atât de mare încât aerul să fie atras în zona porții dinaintea frontului de curgere LSR.
- Variația dimensională între cadre: De obicei, legat de inconsecvența măsurării, fluctuația temperaturii cilindrului sau timpul de întărire variabil din cauza derivei temperaturii matriței. Examinați jurnalele de monitorizare a procesului pentru a identifica ce variabilă se corelează cu schimbarea dimensională și recalibrați subsistemul relevant.