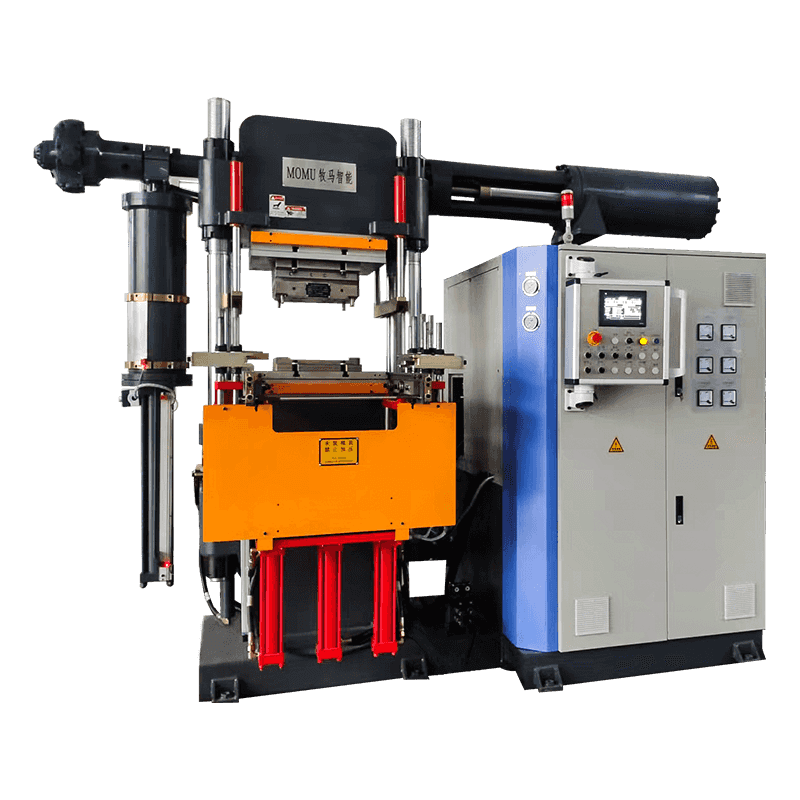
Cum funcționează o mașină de turnat prin injecție a cauciucului
A mașină de turnat prin injecție de cauciuc prelucrează compușii de cauciuc brut în piese finite cu formă precisă forțând materialul de cauciuc încălzit, plastifiat, sub presiune ridicată, într-o cavitate închisă a matriței, unde se vulcanizează - se reticulă chimic - într-un solid stabil și elastic. Spre deosebire de turnarea prin injecție termoplastică, care topește și retopește același material, turnarea prin injecție a cauciucului se bazează pe o reacție ireversibilă de vulcanizare declanșată de căldură și timp. Odată ce cauciucul s-a întărit în matriță, acesta nu poate fi topit sau reformat, ceea ce înseamnă că fiecare parametru al procesului trebuie introdus corect înainte de a începe producția completă.
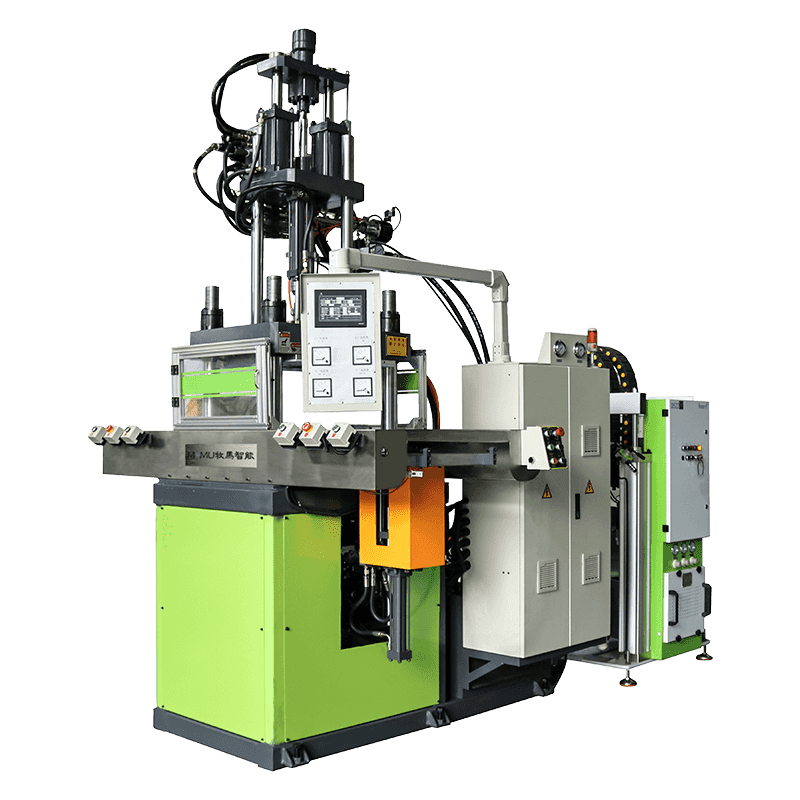
Procesul începe cu amestecul de cauciuc care este alimentat în unitatea de plastificare a mașinii - de obicei un ansamblu șurub și cilindru - unde este încălzit la o temperatură de preîncălzire controlată cu atenție, de obicei între 70 ° C și 100 ° C, care îl face să curgă fără a declanșa vulcanizarea prematură. Rotația șurubului omogenizează compusul și crește presiunea de injecție. Când matrița este închisă și strânsă, unitatea de injecție antrenează cauciucul plastifiat printr-o conductă, canale și porți în cavitățile matriței. Forma în sine este încălzită la o temperatură mai ridicată - de obicei între 160°C și 200°C - unde agentul de vulcanizare se activează și cauciucul se întărește într-un timp de întărire definit înainte ca matrița să se deschidă și piesa să fie ejectată.
Componentele de bază și funcțiile acestora
Înțelegerea rolului funcțional al fiecărei componente majore ajută operatorii să diagnosticheze problemele, să optimizeze setările procesului și să ia decizii informate atunci când compară specificațiile mașinii de la diferiți producători.
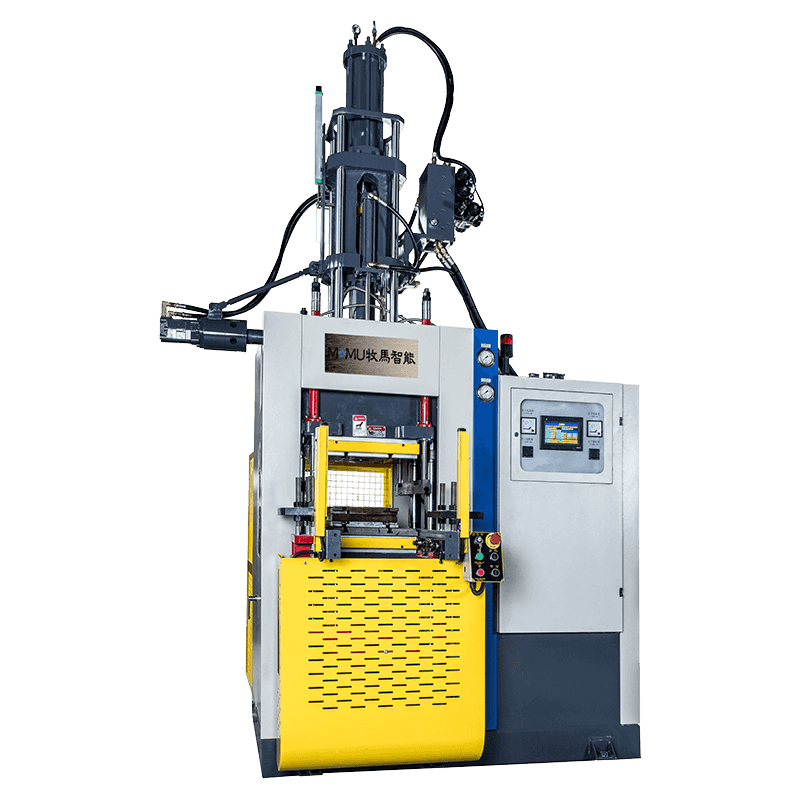
Unitate de injecție
Unitatea de injecție constă dintr-un butoi încălzit, un șurub alternativ și o duză. Șurubul are un dublu scop: se rotește pentru a plastifia și a transporta compusul de cauciuc înainte, apoi acționează ca un piston pentru a injecta materialul acumulat în matriță. Geometria șurubului pentru cauciuc diferă de cea folosită la mașinile termoplastice - șuruburile din cauciuc au, de obicei, un raport de compresie mai scăzut și zboruri mai puțin adânci, pentru a evita generarea de căldură de frecare excesivă care ar putea provoca arsuri, care este vulcanizarea prematură în interiorul cilindrului înainte ca materialul să ajungă în matriță.
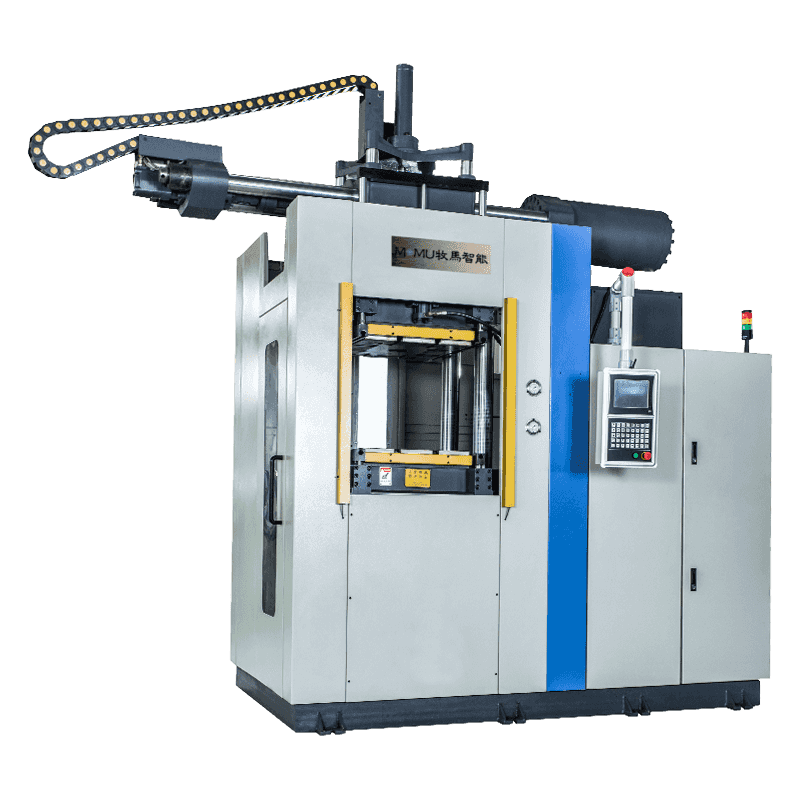
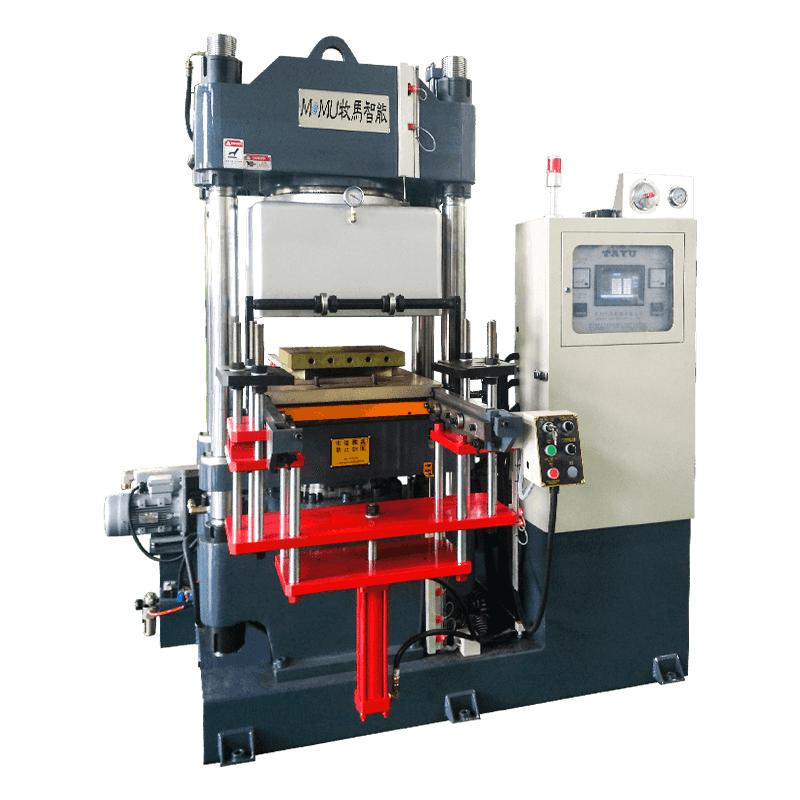
Unitate de prindere
Unitatea de prindere ține cele două jumătăți ale matriței împreună împotriva forței generate de presiunea de injecție. Forța de prindere se măsoară în kilonewtoni (kN) sau tone și trebuie să depășească aria proiectată a cavităților matriței înmulțită cu presiunea de injecție. Forța de strângere insuficientă provoacă flash - aripioare subțiri de cauciuc în exces la linia de despărțire - care adaugă costuri prin tăiere și compromite acuratețea dimensională a părții. Majoritatea mașinilor de injecție de cauciuc folosesc sisteme hidraulice de strângere, deși configurațiile hidraulice directe și asistate de comutare oferă fiecare caracteristici diferite de viteză și forță, potrivite diferitelor cerințe de producție.
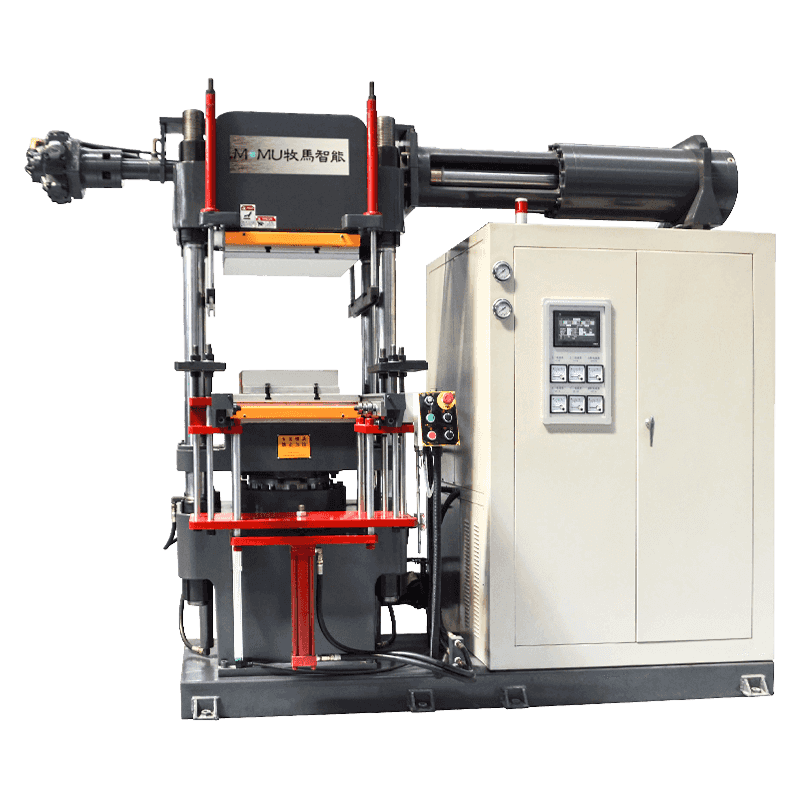
Mucegai și sistem de încălzire
Matrița este elementul de scule care definește geometria piesei finite. Pentru injectarea cauciucului, matrițele sunt încălzite - cel mai frecvent cu încălzitoare electrice cu cartuș sau ulei fierbinte în circulație - pentru a menține o temperatură stabilă de vulcanizare pe întreaga suprafață a cavității. Uniformitatea temperaturii în matriță este critică: punctele fierbinți provoacă supraîntărire și proprietăți degradate ale materialului, în timp ce punctele reci duc la piese subîntărite care nu funcționează. Formele de înaltă calitate includ senzori de temperatură poziționați lângă fiecare cavitate pentru a permite monitorizarea și corectarea în timp real în timpul producției.
Sistem de control
Mașinile moderne de turnat prin injecție de cauciuc sunt echipate cu sisteme de control bazate pe PLC sau pe PC, care permit operatorilor să programeze și să stocheze rețete complete de proces care acoperă zonele de temperatură a butoiului, profilele vitezei de injecție, presiunea de injecție, presiunea de menținere, timpul de întărire, temperatura matriței și secvența de ejecție. Capacitatea de a salva și rechema rețete este deosebit de importantă în instalațiile cu mai multe produse, unde mașinile sunt comutate în mod regulat între diferiți compuși de cauciuc și geometrii ale pieselor, fiecare necesitând un set distinct de parametri.
Parametrii cheie ai procesului pe care trebuie să-i controleze fiecare operator
Calitatea pieselor turnate prin injecție din cauciuc este determinată de cât de precis sunt setați și menținuți parametrii procesului pe parcursul întregului ciclu de producție. Următorii parametri interacționează între ei, ceea ce înseamnă că o schimbare a unuia necesită adesea ajustarea altora pentru a menține calitatea piesei.
| Parametru | Gama tipică | Efect dacă este prea scăzut | Efect dacă este prea mare |
| Temperatura butoiului | 70°C – 100°C | Debit slab, umplere incompletă | Pârjolire, vindecare prematură |
| Temperatura matriței | 160°C – 200°C | Sub-curătură, părți slabe | Întărire excesivă, degradare a suprafeței |
| Presiune de injecție | 80 – 200 MPa | Fotografii scurte, goluri | Flash, deteriorare a mucegaiului |
| Timp de vindecare | 30 sec – 10 min | Părți lipicioase, subîntărite | Piese fragile, supraîntărite |
| Viteza de injectare | Specific aplicației | Linii de tricot, umplutură incompletă | Jet, captarea aerului |
Timpul de întărire este parametrul cu cel mai direct impact asupra duratei ciclului și, prin urmare, asupra producției. Acesta trebuie determinat prin testarea reometrului compusului specific de cauciuc utilizat, deoarece diferite formulări — cauciuc natural, EPDM, silicon, NBR, neopren — au fiecare propria cinetică de vulcanizare. Încercarea de a scurta timpul de întărire dincolo de ceea ce permite chimia compusului rezultă în piese subîntărite care pot trece inspecția inițială, dar eșuează prematur în funcționare.
Industrii și aplicații în care sunt utilizate aceste mașini
Mașinile de turnat prin injecție a cauciucului servesc o gamă largă de industrii în care sunt necesare simultan toleranțe dimensionale strânse, proprietăți consistente ale materialului și volume mari de producție. Sectorul auto reprezintă o mare parte a capacității globale de turnare prin injecție a cauciucului, producând garnituri, garnituri, garnituri, amortizoare de vibrații, inele O și decapare - componente care trebuie să funcționeze fiabil în intervale de temperatură extreme și durate de viață lungi. Piesele de cauciuc de calitate auto sunt de obicei turnate din EPDM, NBR sau compuși de silicon selectați pentru rezistența lor la fluide, temperaturi și condiții specifice de mediu.
Industria dispozitivelor medicale este un alt utilizator major de turnare prin injecție a cauciucului, în special pentru componentele din silicon. Turnarea prin injecție a cauciucului siliconic lichid (LSR) este o variantă specializată a procesului care se ocupă de sistemele de silicon cu platină cu două componente, producând piese precum sigilii chirurgicale, componente ale cateterului, măști respiratorii și componente ale dispozitivului de livrare a medicamentelor. Turnarea LSR necesită configurații de mașini dedicate cu butoaie de injecție răcite - opusul turnării convenționale din cauciuc - deoarece materialul se întărește rapid la temperaturile matriței, dar trebuie păstrat la rece în butoi pentru a preveni gelificarea prematură.
- Automobile: Garnituri pentru uși și ferestre, garnituri de motor, izolatoare de vibrații, componente de frână, conectori pentru furtunuri și garnituri sub capotă care necesită rezistență la căldură și fluide.
- Medical si farmaceutic: dopuri din silicon pentru flacoane, componente de seringă, sigilii implantabile, membrane ale dispozitivelor respiratorii și componente de gestionare a fluidelor care necesită biocompatibilitate și rezistență la sterilizare.
- Electronica: Butoanele de la tastatură, garniturile conectorilor, plăcuțele de amortizare a vibrațiilor și garniturile carcasei care protejează plăcile de circuite de umiditate și șocuri mecanice.
- Mașini industriale: Etanșări hidraulice, inele O pneumatice, componente ale benzii transportoare, diafragme de pompă și elemente de cuplare care funcționează sub presiune mecanică continuă.
- Bunuri de consum: Tălpi de pantofi, mânere, garnituri pentru aparate de bucătărie, componente pentru produse pentru copii și piese pentru articole sportive, în care calitatea tactilă și durabilitatea contează ambele.
Comparând turnarea prin injecție de cauciuc cu turnarea prin transfer și prin compresie
Turnarea prin injecție a cauciucului nu este singurul proces disponibil pentru producția de piese din cauciuc. Turnarea prin transfer și turnarea prin compresie sunt alternative mai vechi, mai simple, care rămân în utilizare pe scară largă. Înțelegerea unde excelează fiecare proces îi ajută pe producători să aleagă metoda potrivită pentru o anumită geometrie a piesei, cerința de volum și bugetul dat.
Turnarea prin compresie plasează un melc pre-cântărit de cauciuc neîntărit direct într-o cavitate deschisă a matriței, apoi închide matrița sub presiune hidraulică și căldură. Este cea mai simplă și cea mai ieftină opțiune de scule, dar produce niveluri mai mari de flash, mai puțină consistență dimensională și timpi de ciclu mai lungi în comparație cu injecția. Rămâne practic pentru piese mari, simple, cu volume reduse de producție, în care justificarea costurilor cu scule contează mai mult decât eficiența timpului de ciclu. Turnarea de transfer folosește o oală și un piston pentru a împinge cauciucul dintr-un rezervor prin orificiile de colectare într-o matriță închisă, oferind un control dimensional mai bun decât comprimarea, dar producând totuși un deșeu de material din vasul de transfer care trebuie aruncat. Turnarea prin injecție elimină cea mai mare parte a acestor deșeuri prin injectarea doar a volumului precis de împușcare necesar, oferă cele mai scurte și mai consistente durate de ciclu și produce cea mai mare precizie dimensională - făcându-l procesul preferat oriunde volumele de piese și cerințele de calitate justifică investiția mai mare în mașină.

Ce să evaluați atunci când alegeți o mașină de turnat prin injecție de cauciuc
Selectarea mașinii potrivite de turnat prin injecție de cauciuc pentru o aplicație specifică necesită evaluarea mai multor specificații interdependente, mai degrabă decât concentrarea pe un singur număr, cum ar fi forța de strângere sau dimensiunea împușcăturii în mod izolat.
- Forța de prindere: Calculați forța de strângere necesară pe baza suprafeței cavității proiectate și a presiunii de injecție așteptate. Includeți întotdeauna o marjă de siguranță de cel puțin 10–15% peste minimul calculat pentru a ține cont de variabilitatea procesului.
- Volumul loviturii și diametrul șurubului: Capacitatea de împușcare a mașinii trebuie să găzduiască confortabil greutatea părții plus greutatea sistemului de rulare, fără a depăși 80% din volumul maxim de împușcare, ceea ce asigură omogenizarea consistentă a materialului pe fiecare ciclu.
- Siguranța la ars: Evaluați designul cilindrului mașinii și precizia controlului temperaturii. Mașinile destinate compușilor sensibili la căldură sau cu întărire rapidă au nevoie de un control al temperaturii cilindrului cu zone strânse și de șuruburi cu timp de rezidență scurt pentru a preveni arderea.
- Dimensiunea platoului matriței și lumina zilei: Confirmați că dimensiunile plăcii mașinii și distanța maximă de deschidere a matriței (lumina zilei) sunt compatibile cu dimensiunile matriței și înălțimea piesei la ejectare.
- Capacitatea sistemului de control: Pentru instalațiile cu mai multe produse, acordați prioritate mașinilor cu stocare rețete, înregistrare a datelor de proces și capacitate de monitorizare de la distanță pentru a sprijini trasabilitatea calității și a reduce timpul de configurare între lucrări.