Ce este o mașină de vulcanizare a cauciucului în vid și cum funcționează?
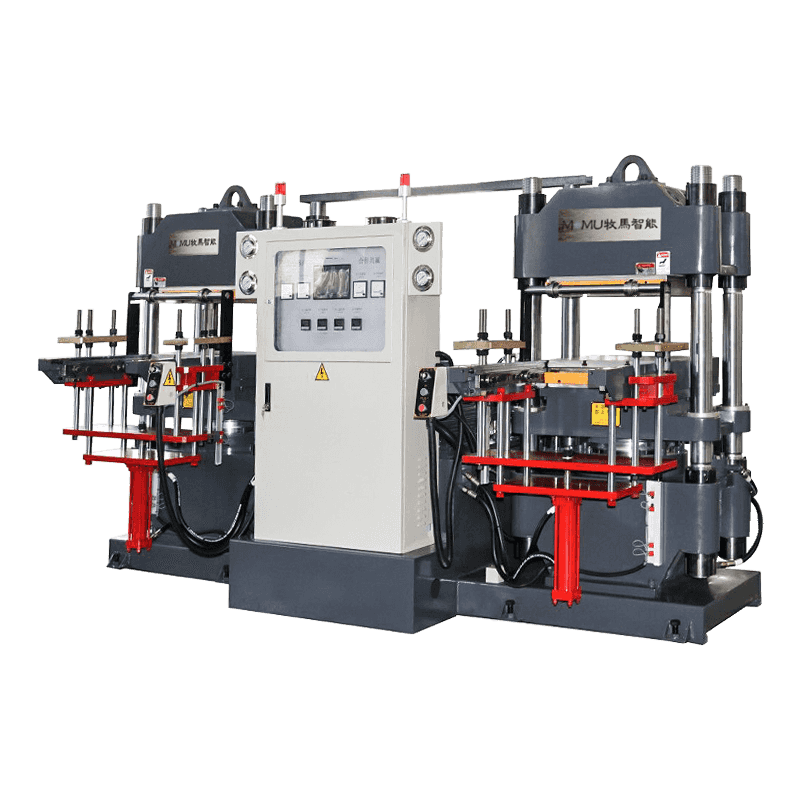
A mașină de vulcanizare a cauciucului în vid este o piesă specializată de echipament industrial care utilizează căldură controlată, presiune și un mediu de vid pentru a întări chimic cauciucul brut sau amestecat în forma sa finală și durabilă. Vulcanizarea în sine este procesul prin care lanțurile polimerice din cauciuc sunt reticulate - de obicei prin sisteme de întărire pe bază de sulf sau peroxid - transformând cauciucul brut moale, lipicios și instabil dimensional într-un material cu elasticitate ridicată, rezistență la tracțiune, rezistență la abraziune și stabilitate termică. Adăugarea de vid la procesul de vulcanizare este ceea ce distinge această clasă de mașini de echipamentele convenționale de întărire prin presa sau autoclavă.
Într-o presă de vulcanizare standard, aerul poate fi prins între compusul de cauciuc și suprafața matriței în timpul fazei de închidere, ceea ce duce la goluri, apariția de vezicule la suprafață, umplere incompletă a zonelor cu detalii fine și densitate inconsecventă în întreaga piesă. O mașină de vulcanizare a cauciucului în vid evacuează acest aer înainte și în timpul ciclului de turnare prin tragere un vid în interiorul unei camere etanșe care înconjoară matrița. Cu presiunea atmosferică îndepărtată, cauciucul curge uniform în fiecare contur al matriței, gazele dizolvate în compus sunt extrase, iar partea întărită rezultată obține o microstructură mai densă, mai uniformă, cu un finisaj de suprafață superior în comparație cu întărirea fără vid.
Ciclul de funcționare al unei mașini de vulcanizare în vid urmează, în general, o secvență fixă: încărcătura de cauciuc este încărcată în matriță, matrita este închisă și etanșată în camera de vid, pompa de vid evacuează camera la o presiune negativă țintă - de obicei între -0,08 MPa și -0,1 MPa - și apoi se aplică căldură și presiune hidraulică sau pneumatică simultan. Timpii ciclului variază de la câteva minute la peste o oră, în funcție de compusul de cauciuc, grosimea peretelui parțial și temperatura de întărire, care variază de obicei între 140°C și 200°C pentru majoritatea elastomerilor industriali.

Componentele de bază și funcțiile acestora
Înțelegerea arhitecturii mecanice a unei mașini de vulcanizare a cauciucului în vid îi ajută pe ingineri și echipele de achiziții să evalueze calitatea echipamentelor, să depaneze problemele de performanță și să specifice corect mașinile pentru cerințele lor de producție. Principalele subsisteme funcționale sunt strâns integrate și fiecare joacă un rol direct în calitatea produsului.
Planșe de încălzire și sistem de control al temperaturii
Platanele de încălzire sunt suprafețele primare de transfer de căldură care înconjoară matrița și conduc energia termică în compusul de cauciuc în timpul întăririi. În majoritatea mașinilor de vulcanizare în vid, plăcile sunt încălzite de elemente de rezistență electrică încorporate în plăci de oțel sau fontă prelucrate, deși plăcile încălzite cu abur sunt, de asemenea, utilizate în medii de producție de mare volum, unde este disponibilă o alimentare centralizată cu abur. Distribuția precisă și uniformă a temperaturii pe suprafața plăcii este critică - variațiile de temperatură de peste ± 3°C între zone pot duce la stări de întărire inegale în interiorul piesei, producând zone de subîntărire (moale, slabe) alături de zone de supraîntărire (fragice, degradate). Mașinile moderne folosesc regulatoare de temperatură PID (proporțional-integral-derivat) cu mai multe zone independente de încălzire și feedback cu termocuplu pentru a menține uniformitatea termică strânsă pe tot parcursul ciclului.
Sistem de vid și cameră de etanșare
Sistemul de vid constă dintr-o pompă de vid - de obicei o paletă rotativă sau un tip cu șurub uscat - conectată la o cameră etanșă care înconjoară zona matriței. Integritatea de etanșare a acestei camere este unul dintre cei mai critici parametri de calitate ai mașinii: orice scurgere în garniturile camerei, garniturile ușilor sau interfețele plăcii va limita nivelul de vid atins și va permite pătrunderea aerului în timpul ciclului de întărire. Mașinile de înaltă calitate folosesc etanșări din silicon ranforsat sau fluoroelastomer evaluate pentru funcționare continuă la temperaturi de întărire. Nivelul de vid este monitorizat de un vacuometru și controlat de un sistem de supape automate care menține presiunea țintă de la evacuarea inițială până la timpul complet de întărire.
Sistem de presare hidraulic sau pneumatic
Forța de prindere este aplicată matriței printr-un cilindru hidraulic sau un actuator pneumatic care împinge placa superioară în jos împotriva plăcii inferioare. Presiunea de strângere trebuie să fie suficientă pentru a menține jumătățile de matriță închise împotriva presiunii interne generate de compusul de cauciuc pe măsură ce acesta se încălzește, se înmoaie și curge în timpul întăririi. Presiunea insuficientă de strângere provoacă flash - aripioare subțiri de cauciuc întărit care se strecoară între liniile de despărțire a matriței - în timp ce presiunea excesivă poate deteriora detaliile fine ale matriței sau poate distorsiona cavitățile matriței cu pereți subțiri. Sistemele hidraulice oferă un control mai precis și mai reglabil al presiunii și sunt preferate pentru mașinile de producție. Forțele de strângere variază de obicei de la câteva tone pe mașini mici de laborator până la câteva sute de tone pe prese industriale mari utilizate pentru componente de etanșare auto și industriale.
Avantajele întăririi în vid față de vulcanizarea convențională
Decizia de a investi în tehnologia de vulcanizare în vid față de o presă convențională este determinată de îmbunătățirile măsurabile ale calității și eficiența procesului pe care le oferă într-o gamă largă de produse din cauciuc. Următoarele beneficii sunt raportate în mod constant de producătorii care au trecut de la presarea standard la întărirea în vid:
- Eliminarea defectelor goale: Aerul captat și gazele volatile sunt îndepărtate înainte de începerea întăririi, eliminând porozitatea și defectele blisterelor care sunt comune în piesele din cauciuc presate în mod convențional, în special în secțiuni transversale groase și geometrii cu cavități închise.
- Finisaj de suprafață superior: Fără barieră de aer între compus și suprafața mucegaiului, cauciucul reproduce textura și detaliile fine ale mucegaiului cu mult mai multă fidelitate, producând piese cu suprafețe mai netede, mai consistente, care necesită mai puțină finisare post-polimerizare.
- Proprietăți mecanice îmbunătățite: Piesele întărite sub vid prezintă o rezistență la tracțiune mai mare, o mai bună alungire la rupere și o duritate mai consistentă, deoarece rețeaua polimerică se formează fără discontinuități interne cauzate de gazul prins.
- Flux mai bun al compusului și umplere a matriței: Fluxul asistat de vacuum permite compușilor de cauciuc să umple complet geometriile complexe ale matriței - inclusiv subtăieri, nervuri subțiri și pasaje cu diametru mic - care ar capta aerul și ar duce la lovituri scurte în condiții fără vid.
- Rate mai mici de rebut și de respingere: Combinația dintre eliminarea defectelor și controlul consecvent al procesului reduce direct procentul de piese respinse în timpul inspecției calității, îmbunătățind randamentul și reducând risipa de material.
- Compatibilitate cu compuși sensibili: Anumite compuși de cauciuc de specialitate - inclusiv formulări de silicon, fluoroelastomer (FKM) și EPDM - conțin plastifianți cu punct de fierbere scăzut sau adjuvanți de procesare care se pot volatiliza și pot cauza defecte în condiții de întărire atmosferică. Întărirea în vid gestionează eficient aceste substanțe volatile.
Industrii și aplicații care se bazează pe vulcanizarea în vid
Mașinile de vulcanizare a cauciucului în vid sunt utilizate într-o gamă largă de industrii, oriunde precizia dimensională, calitatea suprafeței și integritatea internă a componentelor din cauciuc nu sunt negociabile. Următoarele sectoare reprezintă domeniile de aplicare principale:
- Sisteme de etanșare auto: Garniturile de etanșare ale ușilor, ale canalelor ferestrelor, garniturile de motor, inelele O și suporturile de amortizare a vibrațiilor necesită cauciuc întărit fără defecte, cu toleranțe dimensionale strânse. Întărirea în vid este o practică standard pentru aplicațiile de etanșare auto premium.
- Aerospațial și Apărare: Garniturile pentru sistemele de combustibil ale aeronavei, inelele O hidraulice și izolatoarele de vibrații din fluoroelastomer sau silicon sunt în mod obișnuit întărite în vid pentru a îndeplini standardele stricte de calitate aerospațială care interzic golurile interne în componentele elastomerice structurale.
- Echipamente medicale și farmaceutice: Membranele siliconice, diafragmele, componentele tubulaturii și etanșările utilizate în dispozitivele medicale și echipamentele de procesare farmaceutică trebuie să fie lipsite de porozitate internă care ar putea adăposti contaminanți sau ar putea compromite performanța mecanică în condiții critice.
- Electronică și izolație electrică: Tastaturile din cauciuc, etanșările conectorilor, componentele de izolație a cablurilor și piesele de încapsulare din silicon pentru electronice necesită proprietăți dielectrice constante și calitatea suprafeței pe care le oferă întărirea în vid.
- Fabricarea încălțămintei: Mașinile de vulcanizare în vid sunt utilizate pe scară largă în producția de tălpi de încălțăminte - în special pentru tălpile exterioare din EVA și cauciuc - unde buzunarele de aer ar crea puncte slabe în structura tălpii și ar afecta lipirea între straturi.
- Role și căptușeli industriale: Rolele acoperite cu cauciuc pentru imprimare, prelucrarea textilelor și fabricarea hârtiei sunt întărite în vid pentru a asigura aderența completă a cauciucului la miezul metalic și duritatea uniformă pe suprafața rolului.
Tipuri și configurații de mașini de vulcanizare în vid
Mașinile de vulcanizare a cauciucului în vid sunt disponibile în mai multe configurații potrivite pentru diferite scări de producție, dimensiuni ale pieselor și cerințe de proces. Selectarea configurației corecte este un pas important în specificația echipamentului.
| Tip mașină | Configurare | Cel mai potrivit pentru |
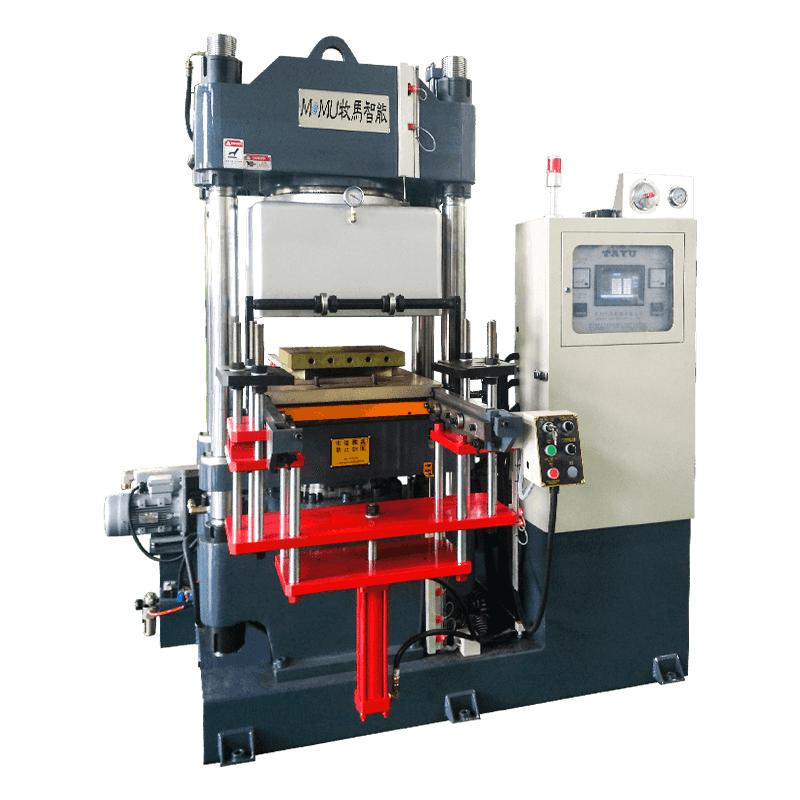
| Presă cu vid pentru o singură zi | O deschidere a matriței între două plăci încălzite | Piese mici spre mijlocii, lucrări de laborator și prototip |
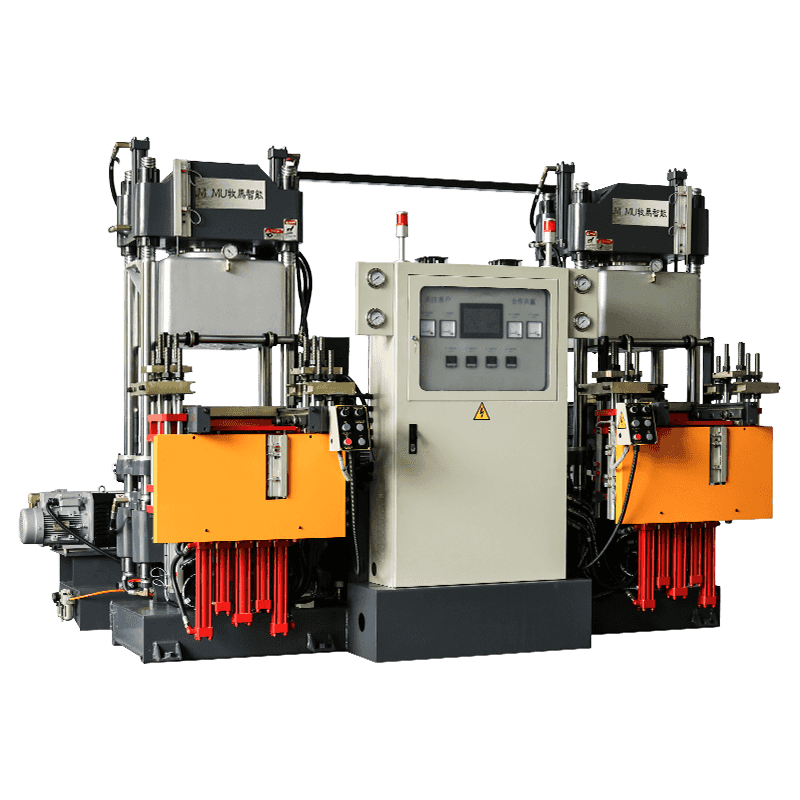
| Presă cu vid pentru mai multe zile | Mai multe niveluri de mucegai se întăresc simultan | Piese plate de mare volum, articole din tablă, tălpi de încălțăminte |
| Sistem de sac de vid / autoclavă | Punga flexibilă pentru vid include o parte în camera încălzită | Piese mari, de formă complexă și laminate din cauciuc compozit |
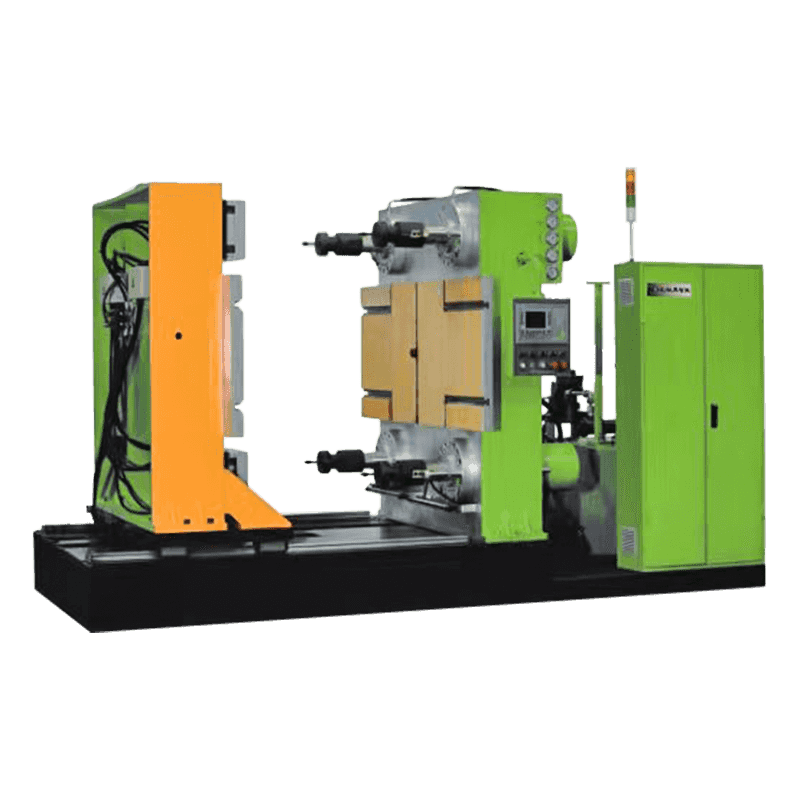
| Mașină rotativă de vulcanizare în vid | Rotirea matriței în stil carusel prin stațiile de întărire | Producție continuă de mare putere de piese uniforme mici |
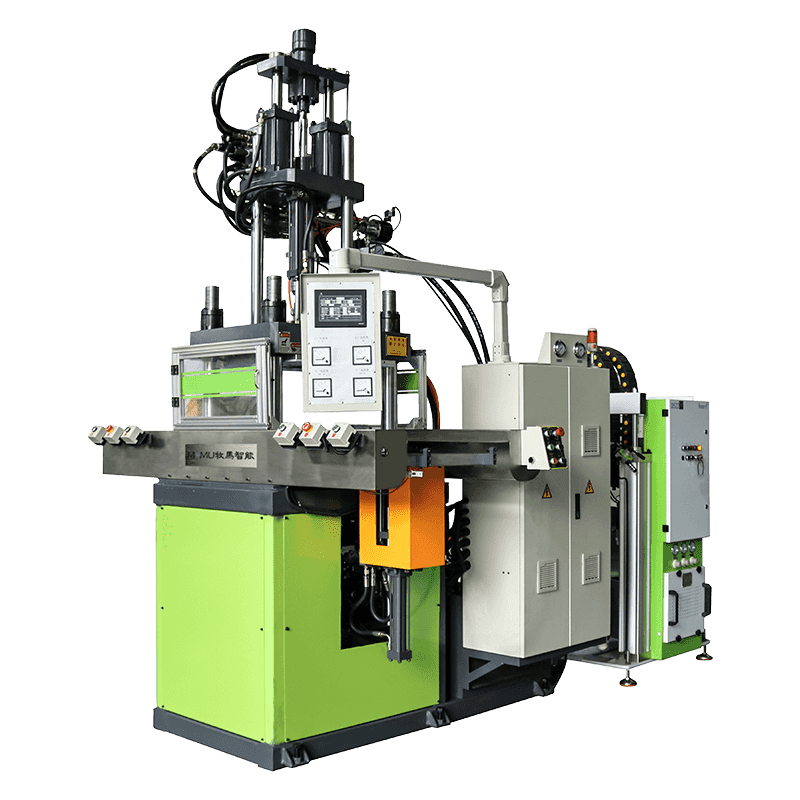
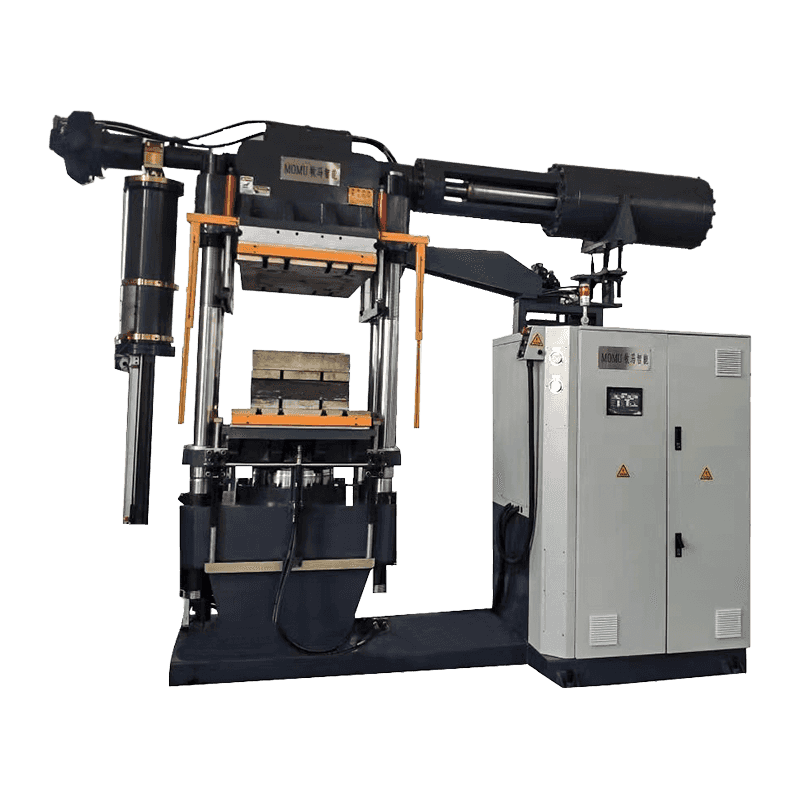
| Presă de vulcanizare cu injecție în vid | Combină camera de vid cu unitatea de injecție din cauciuc | Garnituri de precizie turnate prin injecție și piese tehnice din cauciuc |
Factori cheie de evaluat atunci când achiziționați o mașină de vulcanizare a cauciucului în vid
Investiția într-o mașină de vulcanizare în vid este o decizie importantă de capital, iar procesul de specificare necesită o evaluare atentă atât a cerințelor actuale de producție, cât și a nevoilor viitoare proiectate. Grăbirea procesului de selecție sau concentrarea exclusivă pe preț duce adesea la echipamente care au performanțe slabe, necesită upgrade costisitoare sau nu îndeplinesc certificările de calitate cerute de clienții cheie.
Dimensiunea platanului și forța de prindere
Dimensiunile plăcii trebuie să găzduiască cea mai mare matriță pe care intenționați să o rulați, cu o marjă suficientă în jurul perimetrului matriței pentru a asigura o distribuție uniformă a presiunii. Forța de prindere trebuie calculată pe baza presiunii proiectate în cavitatea compusului de cauciuc la temperatura de întărire înmulțită cu suprafața totală proiectată a tuturor cavităților din matriță. Forța de strângere subdimensionată duce la bliț; mașinile supradimensionate consumă mai multă energie și spațiu pe podea decât este necesar. Solicitați calcule de inginerie de la furnizorul de mașini pe baza datelor dvs. specifice de matriță și compus înainte de a finaliza specificația.
Nivelul de vid și capacitatea pompei
Nivelul de vid atins este o măsură directă a modului în care mașina elimină aerul și gazele din mediul matriței. Specificați nivelul țintă de vid - de obicei -0,095 MPa sau mai bine pentru aplicații solicitante - și confirmați timpul de oprire a pompei pentru a atinge acest nivel cu o matriță încărcată la locul său. Capacitatea pompei (măsurată în m³/h sau CFM) trebuie să fie potrivită cu volumul camerei de vid plus orice volum mort din conductele de conectare. Mașinile cu pompe subdimensionate durează prea mult pentru a atinge nivelurile țintă de vid, prelungind timpul de ciclu și reducând producția.
Sistem de control și înregistrare a datelor
Mașinile moderne de vulcanizare în vid ar trebui să fie echipate cu un controler logic programabil (PLC) și o interfață om-mașină cu ecran tactil (HMI) care să permită operatorilor să stocheze și să amintească ciclurile de polimerizare în mai multe etape, să monitorizeze toți parametrii procesului în timp real și să genereze înregistrări de producție pentru trasabilitatea calității. Pentru clienții din lanțurile de aprovizionare auto și aerospațiale, înregistrarea datelor despre temperatură, presiune, nivel de vid și durata ciclului pentru fiecare lot de producție este o cerință standard de audit. Verificați dacă sistemul de control al mașinii îndeplinește cerințele de documentație ale sistemului dumneavoastră de management al calității înainte de cumpărare.
Practici de întreținere care protejează performanța mașinii
Fiabilitatea pe termen lung a unei mașini de vulcanizare a cauciucului în vid depinde în mare măsură de un program structurat de întreținere preventivă axat pe componentele cele mai supuse uzurii și degradării într-un mediu de producție cu temperatură înaltă și ciclu înalt.
- Inspecția etanșării în vid: Ușa camerei și etanșările plăcilor trebuie inspectate pentru fixarea prin compresie, fisurarea sau contaminarea suprafeței la fiecare interval de întreținere. Garniturile degradate sunt cea mai frecventă cauză a pierderii vidului și ar trebui înlocuite pe o bază programată, mai degrabă decât să aștepte o defecțiune vizibilă.
- Întreținerea pompei de vid: Pompele rotative cu palete necesită schimburi regulate de ulei - uleiul de pompă contaminat sau degradat reduce semnificativ nivelurile de vid realizabile. Pompele cu șurub uscat necesită inspecție periodică a rotorului și a rulmenților. Respectați cu strictețe intervalele de service recomandate de producător.
- Verificarea planeității plăcii: De-a lungul timpului, ciclurile termice repetate și încărcarea mecanică pot determina ca suprafețele plăcilor să dezvolte cambra sau puncte joase localizate care au ca rezultat o distribuție neuniformă a presiunii în matriță. Verificați periodic planeitatea platanului folosind o muchie dreaptă de precizie și un calibre de palpatură.
- Întreținerea sistemului hidraulic: Uleiul hidraulic trebuie prelevat și analizat anual pentru contaminarea cu particule și degradarea vâscozității. Garniturile cilindrului și racordurile furtunurilor trebuie inspectate pentru scurgeri la fiecare vizită de întreținere preventivă.
- Calibrarea termocuplului și controlerului: Precizia măsurării temperaturii variază în timp pe măsură ce îmbătrânirea joncțiunilor termocuplului. Calibrarea anuală a tuturor senzorilor de temperatură în raport cu un standard de referință trasabil este esențială pentru a menține consistența întăririi și pentru a satisface cerințele de audit al sistemului de calitate.
O mașină de vulcanizare a cauciucului în vid reprezintă una dintre cele mai complete soluții disponibile din punct de vedere tehnic pentru producerea de componente de cauciuc de înaltă calitate, fără defecte, la scară de producție. Combinând controlul termic precis, strângerea hidraulică și degazarea asistată prin vid într-un singur sistem integrat, acesta abordează cele mai persistente provocări de calitate în turnarea cauciucului și poziționează producătorii să îndeplinească specificațiile din ce în ce mai exigente ale piețelor auto, aerospațiale, medicale și industriale pe care le deservesc.