Cum se face siliconul? Chimia din spatele materialului
Siliconul este un polimer sintetic a cărui coloană vertebrală este construită din atomi alternanți de siliciu și oxigen - o structură cunoscută sub denumirea de lanț siloxan - mai degrabă decât coloana vertebrală carbon-carbon găsită în materialele plastice organice precum polietilena sau polipropilena. Această diferență fundamentală în arhitectura moleculară este cea care conferă siliconului o stabilitate termică extraordinară, inerție chimică, flexibilitate într-o gamă largă de temperaturi și rezistență la degradarea UV. Înțelegerea modului în care siliconul este fabricat de la originile sale elementare brute până la un elastomer finit ajută inginerii, designerii de produse și producătorii să înțeleagă de ce acest material se comportă așa cum se comportă și de ce este prelucrat diferit de rășinile termoplastice convenționale.
Producția de silicon începe cu siliciul — al doilea element ca abundență din scoarța terestră, găsit în principal sub formă de dioxid de siliciu (SiO₂), cunoscut în mod obișnuit sub numele de cuarț sau nisip de siliciu. În mod esențial, siliciul elementul este chimic distinct de siliconul polimer. Siliciul în forma sa brută nu este în mod natural moale, flexibil sau stabil din punct de vedere chimic în diverse condiții; este un metaloid dur, fragil. Transformarea acestuia în polimerul siliconic versatil utilizat în dispozitivele medicale, sigiliile auto, bunurile de larg consum și componentele industriale necesită un proces chimic în mai multe etape care introduce grupuri organice pe bază de carbon pe coloana vertebrală de siliciu, modificându-i fundamental proprietățile.

De la cuarț la siliciu metal: prima etapă de producție
Primul pas în fabricarea siliconului este reducerea dioxidului de siliciu la siliciu metal de calitate metalurgică. Acest lucru se realizează în cuptoarele cu arc electric mari, unde cuarțitul (o formă de cuarț de înaltă puritate) este încălzit la temperaturi care depășesc 1.800 ° C în prezența agenților reducători bogați în carbon, cum ar fi cărbunele, cocs și așchii de lemn. Carbonul reacționează cu oxigenul din dioxidul de siliciu, eliberând dioxid de carbon și lăsând în urmă siliciul metalic lichid cu o puritate de aproximativ 98–99%. Acest material este cunoscut sub numele de siliciu de calitate metalurgică (MG-Si) și servește drept materie primă critică pentru producția de polimer siliconic.
Siliciul topit este turnat în lingouri, lăsat să se răcească și apoi zdrobit în pulbere sau granule pentru procesare chimică ulterioară. În această etapă, siliciul este încă departe de a fi un polimer - trebuie să treacă printr-o secvență de reacții chimice care atașează grupări metil organice la atomii de siliciu, creând intermediarii organoclorosilani care servesc ca elemente de bază ale tuturor produselor comerciale din silicon.
Procesul Müller-Rochow: Construirea monomerului siliconic
Producția industrială de monomeri siliconici este dominată de procesul direct Müller-Rochow, dezvoltat independent în anii 1940. În acest proces, pulbere de siliciu metalic reacţionează cu clorură de metil (CH₃Cl) gazoasă în prezenţa unui catalizator de cupru la temperaturi cuprinse între 250°C şi 350°C. Această reacție produce un amestec de compuși clorosilani, dintre care cel mai important din punct de vedere comercial este dimetildiclorosilanul - (CH₃)₂SiCl₂. Această moleculă este monomerul primar din care derivă în cele din urmă marea majoritate a siliconilor comerciali.
Amestecul de clorosilan produs prin procedeul direct este separat prin distilare fracționată în componentele sale individuale, fiecare dintre acestea având o reactivitate distinctă și produce diferite structuri de polimer siliconic atunci când este hidrolizată. Dimetildiclorosilanul, atunci când este expus la apă, suferă o hidroliză rapidă - atomii de clor sunt înlocuiți cu grupări hidroxil - iar intermediarii silanol rezultați se condensează spontan unul cu celălalt pentru a forma lanțuri de polidimetilsiloxan (PDMS). În funcție de condițiile de reacție, lungimea lanțului și amestecul specific de monomeri de clorosilan utilizat, polimerul rezultat poate fi un fluid cu vâscozitate scăzută, o gumă vâscoasă sau un polimer de bază cu greutate moleculară mare, potrivit pentru amestecare în cauciuc siliconic.
Cauciuc siliconic compus: de la polimer de bază la material modelabil
Numai polimerul polidimetilsiloxan brut nu este potrivit pentru turnarea prin injecție. Trebuie să fie combinat cu o gamă de aditivi care își ajustează duritatea, rezistența la tracțiune, alungirea, rezistența termică, culoarea și caracteristicile de întărire pentru a se potrivi cerințelor specifice aplicației. Această etapă de amestecare este locul în care materialul funcțional de cauciuc siliconic utilizat în mașinile de turnat prin injecție este de fapt creat și implică o formulare atentă de către chimiștii materialelor care echilibrează cerințele de proprietate concurente cu constrângerile de procesare.
- Umpluturi de armare: Siliciul fumos este cea mai utilizată umplutură de armare în compușii de cauciuc siliconic. Adăugat la încărcări de 20-50% în greutate, siliciul fumos crește dramatic rezistența la tracțiune și rezistența la rupere prin interacțiunea cu lanțurile polimerice la scară moleculară. Fără întărire, polimerul siliconic pur are o rezistență mecanică foarte scăzută.
- Agenți de reticulare: Pentru a transforma polimerul siliconic liniar sau ușor ramificat într-o rețea elastomerică tridimensională, trebuie încorporați agenți de reticulare. Pentru cauciucul de înaltă consistență (HCR) utilizat în turnarea prin injecție convențională, peroxizii organici sunt agentul de reticulare tradițional. Pentru cauciucul siliconic lichid (LSR), un sistem de întărire prin adăugare catalizat cu platină este standard, oferind cicluri de întărire mai rapide și o consistență excelentă a proprietății.
- Pigmenti si coloranti: Siliconul este translucid în mod natural și acceptă ușor pigmentarea. Oxidul de fier, dioxidul de titan și pigmenții organici sunt încorporați în timpul amestecării pentru a produce spectrul complet de culori cerute de producătorii de produse de larg consum și dispozitive medicale.
- Ajutoare de prelucrare: Adăugările mici de adjuvanti de prelucrare, cum ar fi uleiurile siliconice sau cerurile, îmbunătățesc comportamentul de curgere al compusului în timpul turnării prin injecție, reducând cerințele de presiune de injecție și îmbunătățind umplerea matriței în geometriile complexe de cavități.
- Aditivi funcționali: În funcție de aplicația finală, pot fi încorporați agenți adiționali - ignifugători pentru componentele de izolație electrică, agenți antimicrobieni pentru produse medicale și pentru contactul alimentar sau stabilizatori termici pentru aplicații de service la temperaturi înalte.
Tipuri de silicon utilizate în turnarea prin injecție: HCR vs LSR
Două forme distincte de cauciuc siliconic sunt prelucrate în mașinile de turnat prin injecție și diferă semnificativ în starea lor fizică, comportamentul de procesare și tipul de mașină necesar pentru a le manipula. Alegerea între cauciucul de înaltă consistență (HCR) și cauciucul siliconic lichid (LSR) este una dintre cele mai importante decizii de material în dezvoltarea produselor din silicon, afectând direct calitatea pieselor, timpul ciclului, designul sculelor și economia producției.
Cauciuc de înaltă consistență (HCR)
HCR este un material solid, asemănător chitului, la temperatura camerei, cu o consistență asemănătoare aluatului de pâine tare. Are o greutate moleculară mare - depășind de obicei un milion de g/mol - și trebuie să fie preîncălzit și prelucrat înainte de a curge suficient pentru a fi injectat într-o cavitate a matriței. Compușii HCR sunt în mod obișnuit întăriți folosind peroxizi organici la temperaturi de 150-200°C, iar post-întărirea la temperaturi ridicate este adesea necesară pentru a dezvolta pe deplin proprietățile mecanice și pentru a elimina produsele secundare reziduale de descompunere a peroxidului. HCR este bine stabilit pentru producerea de etanșări, garnituri, tuburi și accesorii pentru cabluri și poate fi procesat pe mașini de turnare prin injecție a cauciucului modificat sau prese de turnare prin compresie.
Cauciuc siliconic lichid (LSR)
LSR este un sistem lichid pompabil cu două componente, furnizat în butoaie separate - Componentăa A conține polimerul de bază și catalizatorul de platină, în timp ce Componenta B conține polimerul de bază și agentul de reticulare (de obicei, un compus hidrură de silicon). Cele două componente sunt măsurate într-un raport precis de 1:1, amestecate într-un mixer static sau dinamic și injectate într-o matriță încălzită, unde reacția de întărire prin adiție catalizată de platină are loc rapid, de obicei în 10-60 de secunde la temperaturi de matriță de 150-220°C. LSR nu produce produse secundare de întărire, nu necesită post-întărire și oferă o consistență excepțională a pieselor cu precizie dimensională care este dificil de realizat cu HCR. Este materialul preferat pentru producția în volum mare de dispozitive medicale, produse de îngrijire a sugarului, componente tehnologice portabile și sigilii industriale de precizie.
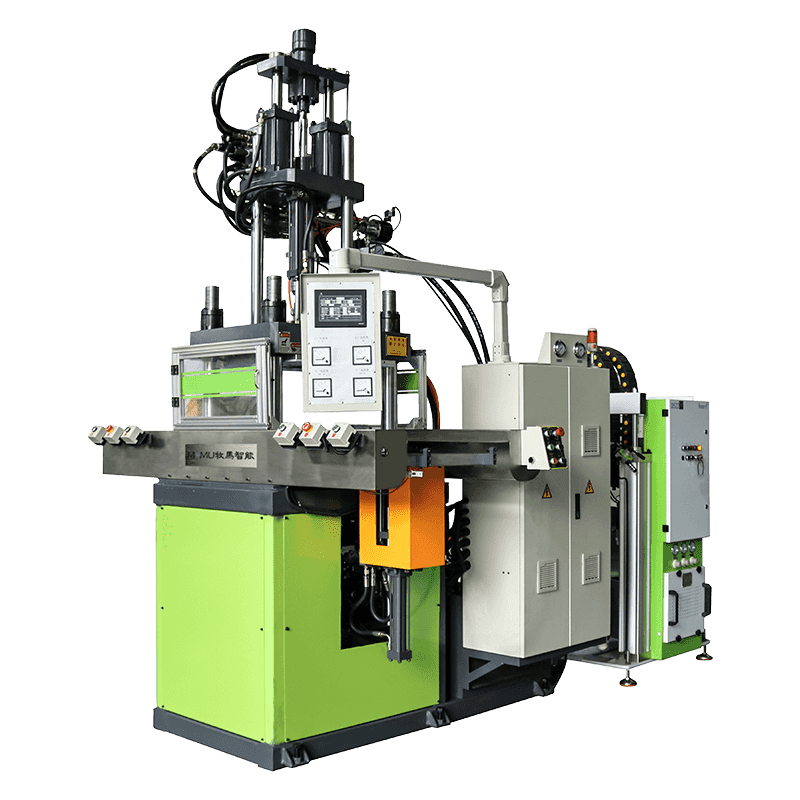
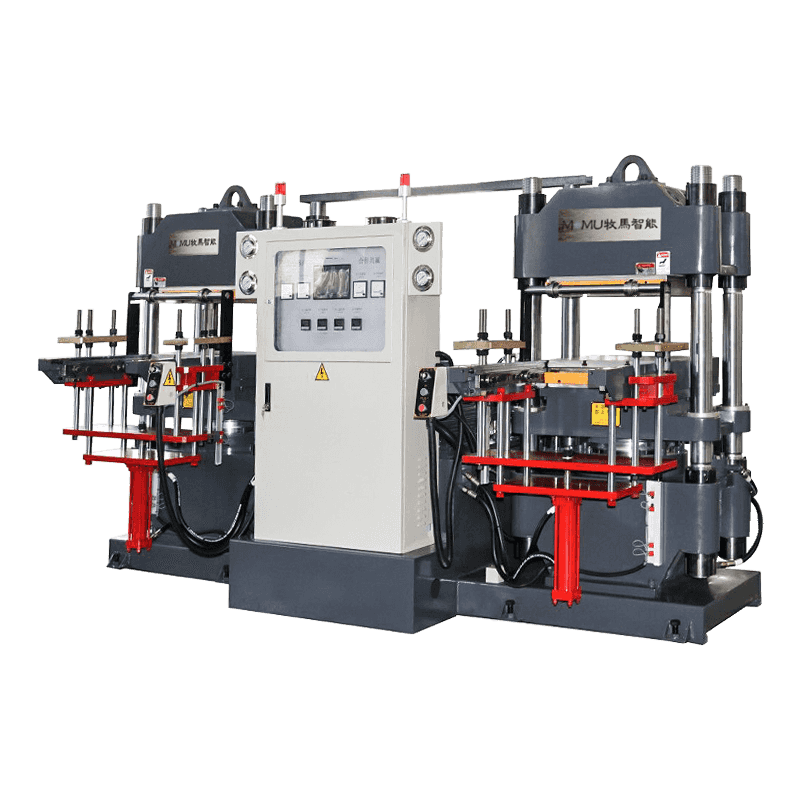
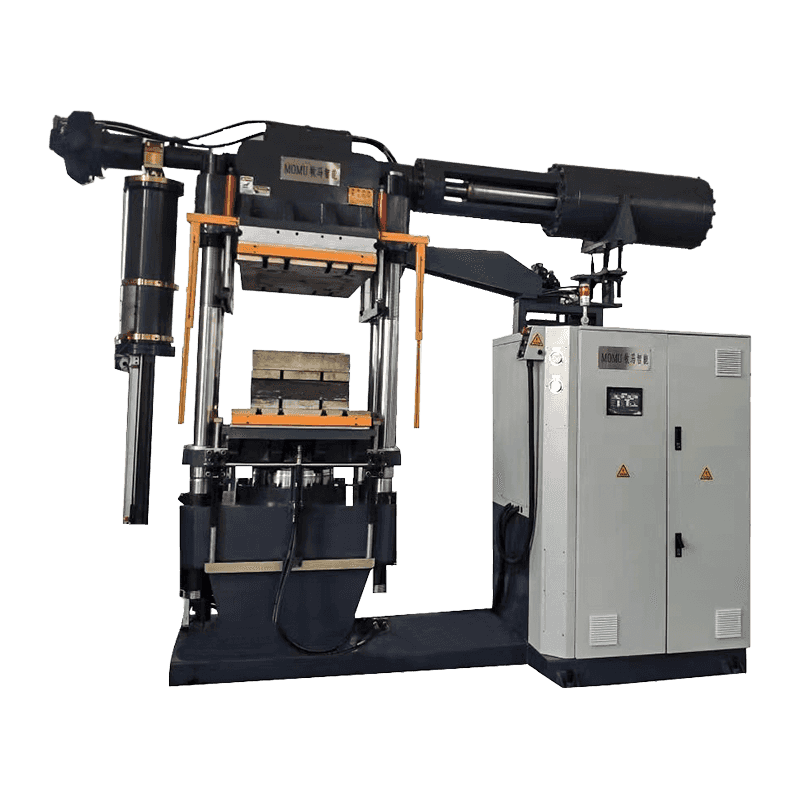
Cum funcționează o mașină de turnat prin injecție de silicon/cauciuc
Un silicon sau mașină de turnat prin injecție de cauciuc diferă fundamental de o mașină standard de turnat prin injecție a materialelor termoplastice în mai multe aspecte critice, determinată de natura termorezistabilă a siliconului și a cauciucului - materiale care se întăresc ireversibil la încălzire, mai degrabă decât se înmoaie atunci când sunt încălzite, așa cum fac termoplastele. Într-o mașină termoplastică, cilindrul și șurubul sunt încălzite pentru a topi materialul, iar matrița este răcită pentru a solidifica piesa. Într-o mașină de turnat prin injecție silicon/cauciuc, materialul trebuie menținut la rece în întregul sistem de injecție pentru a preveni întărirea prematură, în timp ce matrița este încălzită pentru a declanșa și vulcanizarea completă.
Pentru prelucrarea LSR, unitatea de injecție este echipată cu un sistem de dozare și amestecare din două componente care extrage din cele două tamburi de material folosind pompe cu angrenaje de precizie, le amestecă în raport corect printr-un ansamblu mixer static și livrează materialul amestecat într-un butoi de injecție rece. Ansamblul butoiului și șurubului este răcit - de obicei cu apă rece la 5-15 ° C - pentru a menține LSR sub temperatura de activare în timpul ciclului de injecție. Când materialul este injectat în matrița încălzită (150–220°C), creșterea dramatică a temperaturii activează catalizatorul de platină și reacția de întărire se finalizează în câteva secunde.
Componentele cheie ale unei mașini de turnat prin injecție de silicon/cauciuc
| Component | Funcția | Specificație cheie |
| Unitate de dozare cu două componente | Măsurează și pompează cu precizie componentele LSR A și B | Precizia raportului ±0,5% sau mai bună |
| Mixer static/dinamic | Amestecă omogen componentele A și B înainte de injectare | Eficiență de amestecare, încălzire cu forfecare scăzută |
| Butoi de injecție la rece și șurub | Transportă și injectează materialul prevenind în același timp vindecarea prematură | Răcire cu apă rece, 5–15°C |
| Unitate de prindere încălzită și matriță | Ține matrița închisă sub presiune și furnizează căldură de întărire | 150–220°C, forță de strângere per cavitate |
| Sistem Cold Runner | Livrează materialul în cavități fără a risipi sprue întărită | Deșeuri aproape de zero, izolate termic |
| Sistem de control (CNC/PLC) | Gestionează viteza de injecție, presiunea, temperatura și sincronizarea | Repetabilitate proces, înregistrarea datelor |
Considerații de proiectare a matriței specifice turnării prin injecție de silicon
Proiectarea matriței pentru turnarea prin injecție de silicon necesită o atenție atentă la factorii care diferă semnificativ de sculele termoplastice. Vâscozitatea scăzută a siliconului în formă LSR - adesea în comparație cu smântâna grea sau aluatul de clătite - înseamnă că va curge cu ușurință în cel mai mic spațiu dintre suprafețele de despărțire a matriței, producând flash care trebuie îndepărtat în post-procesare. Turnarea din silicon fără fulger sau aproape fără fulger necesită toleranțe de planeitate a suprafeței de despărțire extrem de strânse, de obicei între 2-5 microni, și oțel de scule șlefuit cu precizie cu duritate de peste 48 HRC pentru a menține aceste toleranțe pe milioane de cicluri.
Aerisirea este esențială în proiectarea matrițelor din silicon, deoarece aerul prins în buzunarele cavității nu poate scăpa prin material, așa cum se întâmplă în unele procese poroase - aerul prins produce goluri, lovituri scurte sau defecte de suprafață. Canalele de aerisire de până la 3–8 microni sunt încorporate la linia de despărțire și la punctele de umplere finală ale fiecărei cavități. Proiectarea sistemului de evacuare trebuie să țină seama și de flexibilitatea ridicată și aderența la suprafață a pieselor din silicon întărite - deformarea fără rupere sau distorsionare a caracteristicilor cu pereți subțiri necesită, de obicei, o proiectare atentă a unghiului de tragere, texturarea suprafeței sau utilizarea unor acoperiri anti-aderență, cum ar fi PTFE sau tratamente de suprafață cu plasmă pe suprafețele cavității.
Industrii și aplicații deservite de turnarea prin injecție a siliconului
Combinația dintre proprietățile excepționale ale materialului siliconului și precizia obținută prin turnarea prin injecție face ca mașinile de turnat prin injecție silicon/cauciuc să fie centrale pentru producție într-o gamă remarcabil de diversă de industrii. Fiecare sector exploatează un subset distinct de caracteristici de performanță ale siliconului, iar capacitatea de a produce geometrii complexe cu toleranțe strânse la volume mari face ca turnarea prin injecție să fie metoda de producție preferată în toate acestea.
- Medical si farmaceutic: Biocompatibilitatea, sterilizarea și inerția chimică a siliconului îl fac materialul de alegere pentru componentele cateterului, etanșările dispozitivelor implantabile, mânerele instrumentelor chirurgicale, măștile respiratorii și membranele supapelor de eliberare a medicamentelor. Turnarea prin injecție LSR permite ca aceste piese să fie produse conform standardelor pentru dispozitivele medicale de Clasa III, cu validarea completă a procesului și trasabilitate.
- Automobile: Garniturile de etanșare a conectorilor, inelele de etanșare, cizmele bujiilor, furtunurile de turbocompresor și garniturile pentru aplicații sub capotă se bazează pe capacitatea siliconului de a menține performanța de etanșare la temperaturi cuprinse între -60°C și peste 200°C pe toată durata de viață a vehiculului.
- Electronice de larg consum: Husele de protecție, membranele pentru butoane, garniturile de impermeabilizare pentru articolele purtate și vârfurile pentru căști sunt turnate prin injecție din LSR în instrumente cu cavitație mare care produc milioane de piese pe an cu o precizie dimensională constantă.
- Produse pentru sugari și juvenili: Tetinele pentru biberoane, suzetele, dispozitivele de dentiție și vârfurile de linguri de hrănire fabricate din compuși LSR de calitate alimentară și conform FDA sunt produse în matrițe cu mai multe cavități, cu protocoale de fabricație stricte de igienă.
- Industrial și energetic: Magaziile izolatoare electrice pentru echipamentele de transmisie de înaltă tensiune, diafragmele pompelor, supapele de reținere și etanșările de procesare chimică exploatează combinația siliconului de rezistivitate electrică, stabilitate UV și rezistență chimică în medii exigente în aer liber și de proces.
De la minereul de cuarțit alimentat în cuptoarele cu arc până la sigiliul de silicon turnat cu precizie pe un implant medical, călătoria siliconului de la materia primă la produsul finit este una dintre chimia industrială și inginerie de precizie care lucrează în strânsă coordonare. Mașina de turnat prin injecție de silicon/cauciuc se află în centrul acestui lanț valoric — transformând un polimer termorigid, formulat cu grijă, în componente precise din punct de vedere dimensional, de înaltă performanță, care sunt încorporate invizibil, dar indispensabil în produsele care definesc viața modernă.