Turnarea prin comprimare a cauciucului este unul dintre cele mai vechi și mai utilizate procese în fabricarea pieselor din cauciuc, iar mașina din centrul acestui proces - mașina de turnare prin compresie a cauciucului - rămâne o piatră de temelie a liniilor de producție din sectoarele auto, aerospațial, de etanșare industrială și bunuri de larg consum. În ciuda creșterii tehnologiilor de turnare prin injecție și transfer, turnarea prin compresie durează datorită simplității sale, avantajelor legate de costurile sculelor și adecvării pentru o gamă largă de compuși de cauciuc și geometrii ale pieselor. Înțelegerea modului în care funcționează aceste mașini, a ceea ce diferențiază echipamentul de înaltă calitate de mediu și cum să potriviți specificațiile mașinii cu nevoile dvs. de producție este esențială pentru ingineri, managerii de achiziții și operatorii de fabrică care lucrează cu produse din cauciuc vulcanizat.
Ce face o mașină de turnat prin compresie din cauciuc
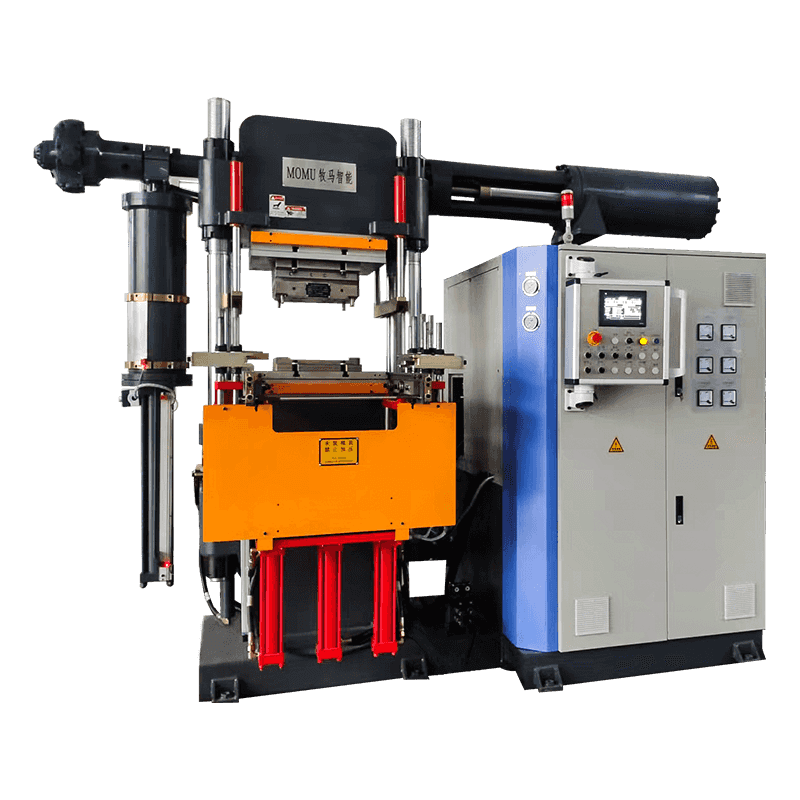
A mașină de turnat prin compresie de cauciuc aplică căldură și presiune controlată unei încărcături pre-măsurate de compus de cauciuc neîntărit plasat direct într-o cavitate deschisă a matriței. Când mașina închide matrița sub presiune hidraulică, cauciucul este forțat să se conformeze formei cavității. Căldura susținută - de obicei între 150 ° C și 200 ° C, în funcție de compus - declanșează vulcanizarea, procesul de reticulare chimică care transformă compusul de cauciuc moale și flexibil într-o piesă finisată durabilă și elastică. Odată ce ciclul de întărire este complet, matrița se deschide și piesa este îndepărtată, necesitând adesea dezvăluirea manuală pentru a tăia excesul de material care a trecut în linia de despărțire.
Procesul de turnare prin compresie este deosebit de potrivit pentru cauciuc natural, EPDM, silicon, neopren, nitril (NBR) și fluoroelastomeri (FKM/Viton). Este folosit în mod obișnuit pentru a produce etanșări, garnituri, inele O, amortizoare de vibrații, diafragme, bucșe și profile de cauciuc personalizate. Deoarece matrița este deschisă în timpul încărcării, turnarea prin compresie găzduiește cauciuc ranforsat cu țesături, piese legate de metal-cauciuc și inserții mai natural decât procesele de turnare prin injecție, ceea ce o face metoda preferată pentru componentele complexe de cauciuc compozit.
Componentele de bază ale unei mașini de turnat prin comprimare a cauciucului
Înțelegerea componentelor majore ale unei mașini de turnat prin compresie clarifică atât principiile sale de funcționare, cât și factorii cheie de calitate care trebuie evaluați atunci când se compară modele de la diferiți producători.
Sistem hidraulic
Sistemul hidraulic este inima generatoare de forță a mașinii. O pompă hidraulică antrenează fluidul în cilindri care acţionează placa mobilă, generând forţa de strângere care închide matriţa şi menţine presiunea pe tot parcursul ciclului de întărire. Forța de prindere este măsurată în tone și determină în mod direct dimensiunea maximă a matriței și presiunea din cavitate realizabilă. Mașinile variază de la unități mici de bancă de 10 până la 50 de tone pentru lucrări de laborator și prototip, până la prese mari de producție care depășesc 1.000 de tone pentru piese auto și industriale. Stabilitatea presiunii sistemului hidraulic în timpul întăririi este critică - fluctuațiile cauzează variații dimensionale ale piesei finite și pot duce la umplere incompletă sau goluri în cauciuc.

Platine încălzite
Platanele superioare și inferioare sunt plăcile metalice plate, șlefuite cu precizie, care țin jumătățile de matriță și transferă căldura în ele. Platanele sunt încălzite intern folosind elemente de rezistență electrică, abur sau circulație a uleiului fierbinte. Încălzirea electrică este cea mai comună la mașinile moderne datorită controlabilității sale precise și ușurinței întreținerii. Încălzirea cu abur oferă rate rapide de încălzire, dar necesită infrastructură și sisteme de management al presiunii. Uniformitatea distribuției temperaturii pe suprafața plăcii este unul dintre cei mai importanți indicatori de calitate pentru o mașină de turnat prin compresie - variația temperaturii de peste ± 3°C de-a lungul plăcii poate provoca o întărire neuniformă, rezultând piese cu duritate, densitate și precizie dimensională inconsecventă în matriță.
Sistem de control
Mașinile moderne de turnat prin compresie a cauciucului folosesc sisteme de control bazate pe PLC (controller logic programabil) cu panouri HMI (interfață om-mașină) cu ecran tactil care permit operatorilor să programeze și să stocheze rețete de întărire - combinații de setări de temperatură, presiune și timp pentru compuși specifici de cauciuc și geometrii ale pieselor. Mașinile avansate oferă controlul presiunii în mai multe etape, respirația automată a mucegaiului (eliberare controlată de presiune pentru a permite aerului prins și substanțelor volatile să scape în timpul întăririi) și integrare cu sistemele de monitorizare a producției și de date de calitate. Mașinile de nivel de bază pot folosi controale de temporizare și termostat mai simple, bazate pe relee sau analogice, care limitează precizia și trasabilitatea, dar reduc costurile.
Parametrii cheie ai procesului și modul în care aceștia afectează calitatea pieselor
Calitatea turnării prin compresie a cauciucului este guvernată de trei parametri de proces interdependenți: temperatură, presiune și timp. Obținerea lor corectă pentru un anumit compus de cauciuc și un design de matriță este baza unei producții consecvente.
| Parametru | Gama tipică | Efectul Prea Scăzut | Efectul prea mare |
| Temperatura | 150°C – 200°C | Undercure; părți moi, slabe | supraîncălcare; fragilitate, degradarea suprafeței |
| Presiune | Presiune cavitate 5 – 15 MPa | Umplere incompletă; porozitate; lovituri scurte | Bliț excesiv; deteriorarea mucegaiului |
| Timp de vindecare | 2 – 20 de minute (dependent de compus) | Undercure; adezivitatea; proprietăți mecanice slabe | Reversie (în NR); timpul ciclului pierdut |
Timpul de întărire este specific compusului și trebuie stabilit prin testarea reometrului (folosind instrumente precum un MDR - reometru cu matriță în mișcare) înainte de începerea producției. Reometrul generează o curbă de întărire care arată timpul optim de întărire (T90 - timpul pentru a atinge 90% din cuplul maxim) pentru o anumită temperatură. Funcționarea pieselor la T90, mai degrabă decât supraîntărirea reduce timpul ciclului și consumul de energie fără a compromite proprietățile mecanice. Multe unități de producție stochează datele de întărire ale reometrelor împreună cu rețetele lor de întărire PLC pentru a menține trasabilitatea și a permite ajustarea rapidă a rețetei atunci când loturile de materii prime se schimbă.
Tipuri de mașini de turnat prin comprimare cauciuc
Mașinile de turnat prin compresie din cauciuc sunt disponibile în mai multe configurații structurale și operaționale, fiecare potrivită pentru diferite scări de producție și cerințe de piesă.
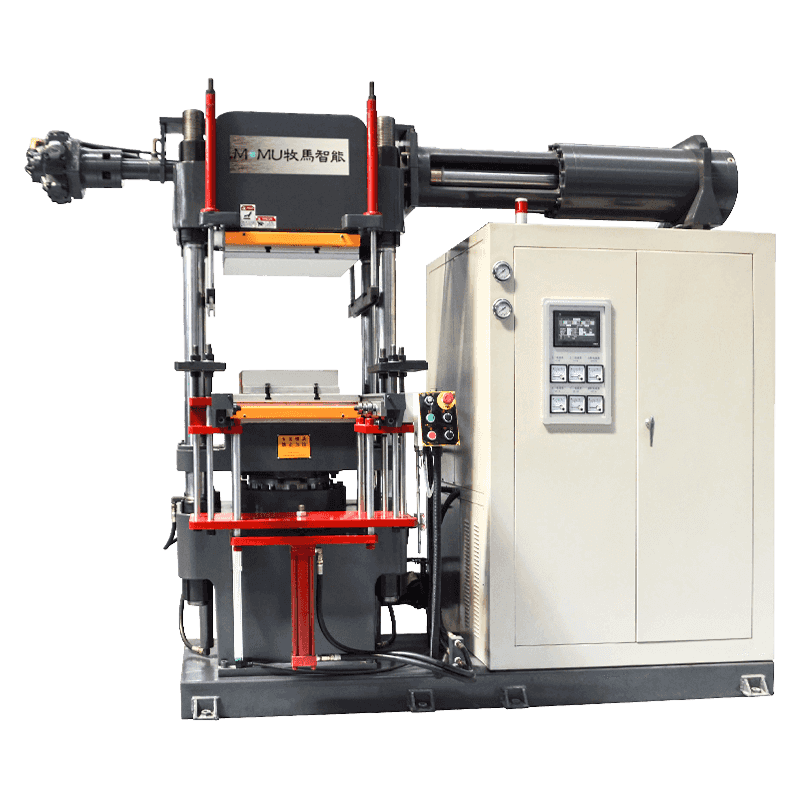
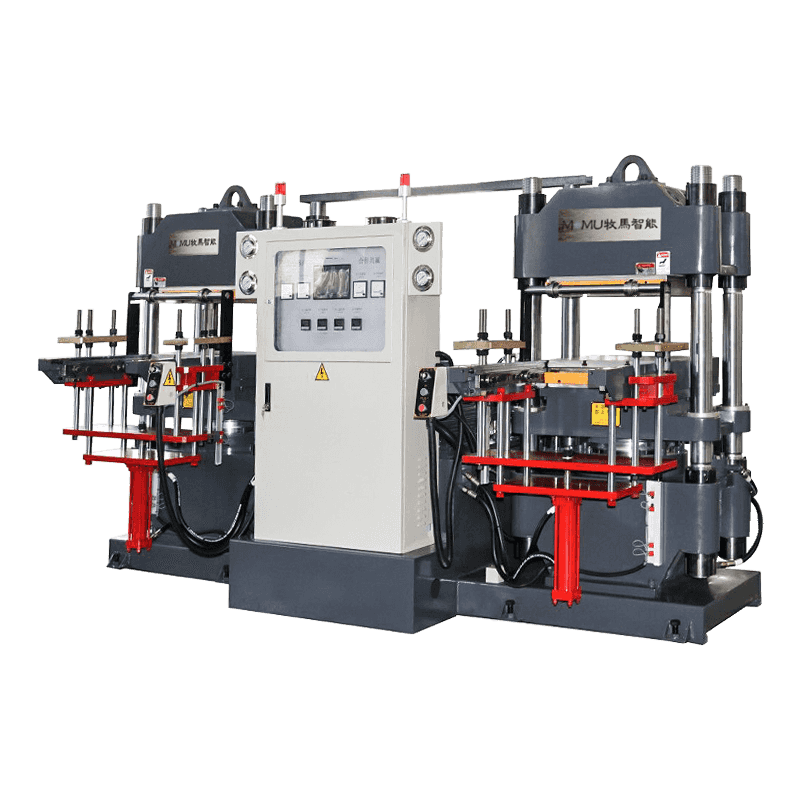
- Apăsare pentru o singură zi: Cea mai comună configurație, cu un set de plăci superioare și inferioare care se deschid și se închid într-o singură acțiune. Simplu de operat și întreținut și potrivit pentru majoritatea producției standard de piese din cauciuc. Disponibil în dimensiuni de la modele de laborator de banc până la prese industriale mari.
- Presă pentru mai multe zile: Prezintă mai multe niveluri de deschidere a matriței (lumini de zi) stivuite vertical într-un singur cadru de presă, permițând întărirea mai multor matrițe simultan într-un singur ciclu de presare. Mărește semnificativ producția pe amprenta mașinii și este utilizat pe scară largă în producția de garnituri și garnituri de mare volum.
- Presă cu masă rotativă: Utilizează un carusel rotativ de stații de matriță care se indexează prin pozițiile de încărcare, presare și descărcare. Permite funcționarea continuă cu timpi de nefuncționare redusi a operatorului între cicluri, potrivite pentru producția de volum mare de piese mici și medii.
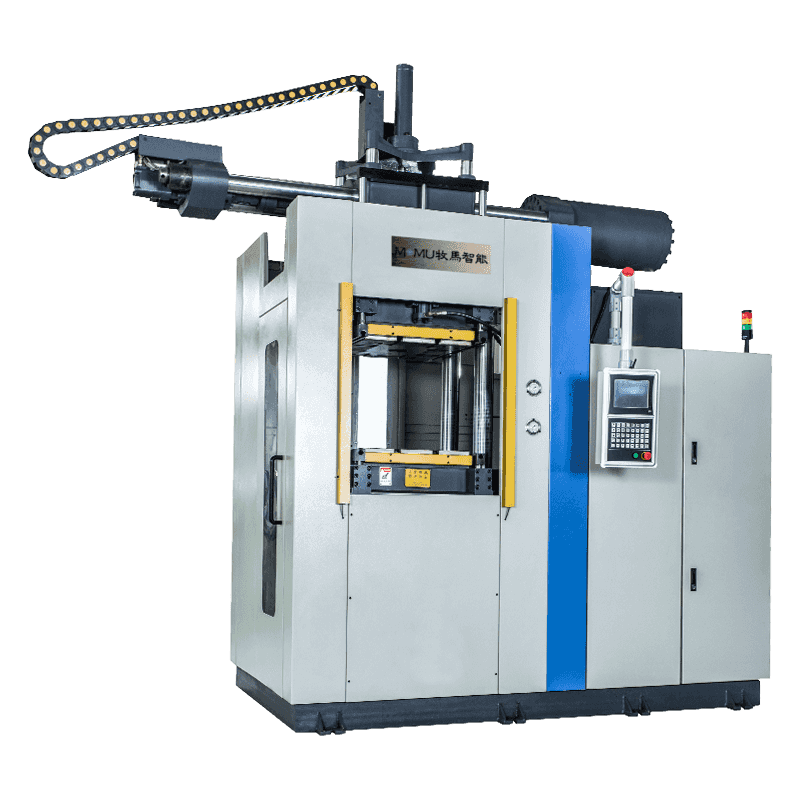
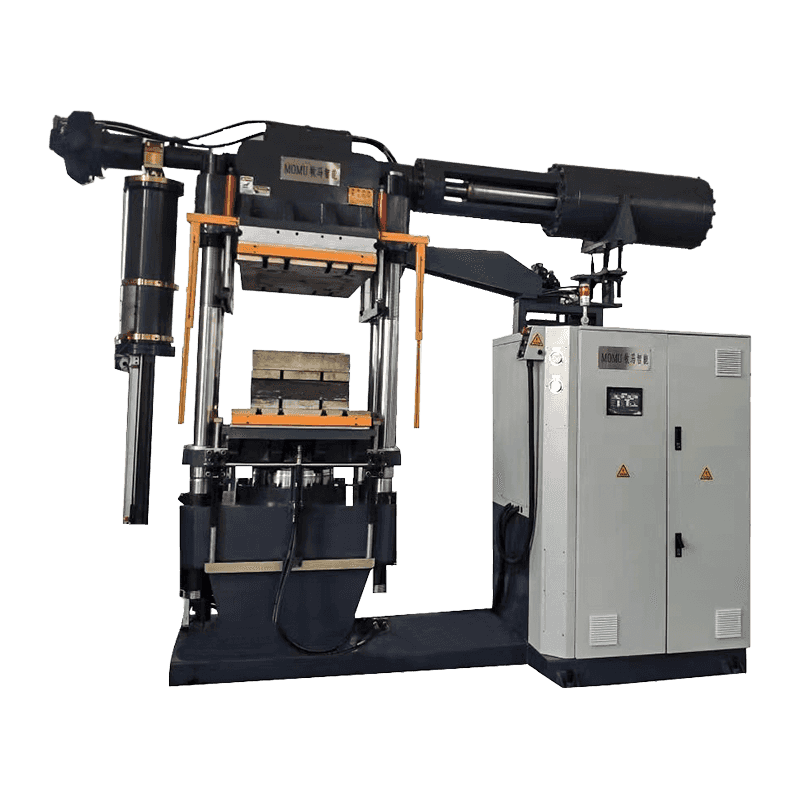
- Mașină de turnat prin compresie în vid: Echipate cu o cameră de vid în jurul zonei matriței, aceste mașini evacuează aerul din cavitatea matriței înainte și în timpul închiderii. Acest lucru previne blocarea aerului în cauciuc, care este esențial pentru piesele din silicon și alte aplicații în care porozitatea este inacceptabilă - cum ar fi dispozitivele medicale, etanșările pentru contactul cu alimentele și diafragmele de înaltă performanță.
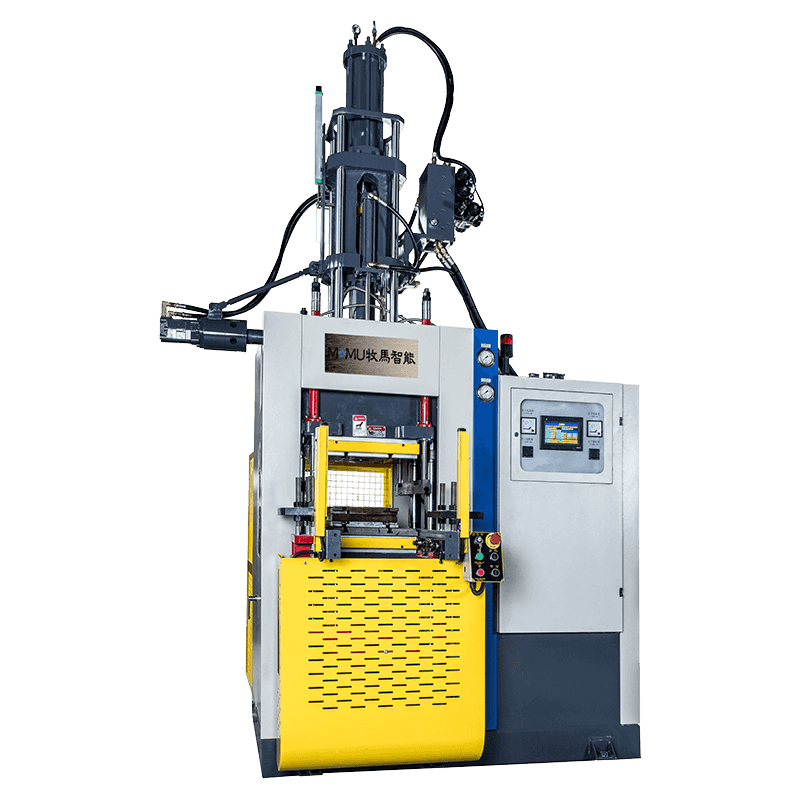
- Presă hidraulică cu patru coloane: Folosește patru coloane de ghidare verticale în jurul zonei plăcii pentru un paralelism precis în timpul închiderii matriței. Preferat pentru matrițe mari sau de precizie în care deformarea sau nealinierea platanului ar cauza fulger neuniform, nepotrivirea liniei de despărțire sau variații dimensionale în matriță.
Turnare prin compresie vs. turnare prin transfer și injecție pentru cauciuc
Producătorii de cauciuc se confruntă adesea cu decizia dacă comprimarea, transferul sau turnarea prin injecție este procesul potrivit pentru o anumită piesă. Fiecare are avantaje și limitări clare care ar trebui evaluate în funcție de volumul producției, complexitatea piesei, tipul de material și bugetul de scule.
| Factorul | Compresie | Transfer | Injecție |
| Costul sculelor | Scăzut | Mediu | Înalt |
| Timp de ciclu | Mai lung | Mediu | Cel mai scurt |
| Deșeuri materiale | Moderat (flash) | Moderat (ghiveci/sprue) | Scăzut |
| Complexitatea părții | Scăzut to Medium | Mediu | Înalt |
| Insert Molding | Excelent | Bun | Limitat |
| Adecvarea volumului | Scăzut to medium | Mediu | Înalt volume |
| Este necesară abilitățile de operator | Moderat | Moderat | Înalter |
Turnarea prin comprimare câștigă în mod constant costul sculelor și flexibilitatea turnării cu inserții, motiv pentru care rămâne procesul dominant pentru dezvoltarea de prototipuri, cicluri scurte de producție și piese care necesită lipirea metalelor sau țesăturilor. Pentru aplicații cu volum foarte mare, în care costul forței de muncă pe piesă devine factorul economic dominant, ciclul automatizat al turnării prin injecție și cerințele minime de tăiere cu fulgere justifică, în general, investiția mai mare în echipamente și scule.
Ce să evaluați atunci când alegeți o mașină de turnat prin compresie de cauciuc
Selectarea mașinii potrivite necesită o aliniere atentă între specificațiile produsului, volumele de producție, compușii de cauciuc și mediul operațional. Cumpărarea de echipamente subspecificate creează blocaje; supraspecificarea capitalului deșeurilor. Următoarele criterii ar trebui să ghideze orice evaluare serioasă:
- Forța de prindere: Calculați tonajul necesar pe baza presiunii proiectate în cavitate (de obicei, 7 până la 12 MPa pentru majoritatea compușilor de cauciuc) înmulțită cu suprafața totală proiectată a tuturor cavităților plus suprafața flash din matriță. Includeți întotdeauna o marjă de siguranță de cel puțin 20% pentru a face față variațiilor dintre compuși și modele de matriță.
- Dimensiunea platanului: Platoul trebuie să fie suficient de mare pentru a găzdui cea mai mare matriță cu spațiu liber pe toate părțile pentru prindere și uniformitate termică. Dimensiunile standard ale platanelor variază de la 200 × 200 mm pentru presele mici de laborator până la 1.200 × 1.200 mm sau mai mari pentru mașinile de producție industrială.
- Uniformitatea temperaturii: Solicitați specificația producătorului de uniformitate a temperaturii platinei și verificați-o independent dacă este posibil. Pentru piesele din silicon de precizie sau din cauciuc de calitate medicală, este esențială o uniformitate de ±2°C sau mai bună pe toată suprafața platanului.
- Deschidere la lumina zilei: Distanța maximă dintre plăcile deschise trebuie să se potrivească cu înălțimea matriței plus spațiul liber pentru îndepărtarea și încărcarea pieselor. Lumina zilei insuficientă obligă operatorii în poziții incomode, care încetinesc timpul de ciclu și cresc riscul ergonomic.
- Sistem de control sofisticat: Evaluați dacă stocarea rețetelor PLC, înregistrarea datelor și capabilitățile de monitorizare la distanță se aliniază cu cerințele dvs. de management al calității și trasabilitate. Industrii precum cea auto (IATF 16949) și cea medicală (ISO 13485) au așteptări specifice privind documentația procesului pe care mașinile mai simple nu le pot suporta.
- Asistență post-vânzare și disponibilitatea pieselor de schimb: Garniturile hidraulice, elementele de încălzire și componentele de control se uzează în timp. Confirmați că producătorul sau un distribuitor local menține un inventar de piese de schimb și poate oferi asistență tehnică în timpi de răspuns acceptabili pentru mediul dumneavoastră de producție.
Practici de întreținere care prelungesc durata de viață a mașinii și protejează calitatea pieselor
O mașină de turnat prin compresie a cauciucului care funcționează în condiții de producție este supusă unui ciclu termic continuu, presiunii hidraulice și contaminării compusului de cauciuc. O rutină de întreținere disciplinată nu este opțională – este diferența dintre o mașină care oferă o producție constantă timp de 20 de ani și una care generează defecte și timpi de nefuncționare în termen de cinci.
- Zilnic: Curățați suprafețele plăcilor și fețele de despărțire a matriței de reziduurile de fulger și compus folosind un agent de degajare adecvat și unelte neabrazive. Inspectați nivelul lichidului hidraulic și verificați dacă există scurgeri vizibile în jurul garniturii și fitingurilor cilindrului. Verificați citirile temperaturii platanului față de un termocuplu calibrat.
- Săptămânal: Verificați starea lichidului hidraulic și starea filtrului. Inspectați coloanele de ghidare și paralelismul plăcilor. Verificați dacă toate dispozitivele de blocare de siguranță — inclusiv opririle de urgență, perdelele luminoase și supapele de limitare a presiunii — funcționează corect.
- Lunar: Calibrați regulatoarele de temperatură și termocuplurile față de o referință care poate fi urmărită. Inspectați rezistența elementului de încălzire pentru a identifica elementele care se apropie de sfârșitul duratei de viață înainte de a eșua în producție. Verificați etanșările cilindrului hidraulic pentru semne de plâns.
- Anual: Schimbarea completă a lichidului hidraulic și înlocuirea filtrului. Măsurarea planeității platinei și corectarea dacă este necesar. Inspecție completă a sistemului electric, inclusiv etanșeitatea terminalelor, rezistența izolației și înlocuirea bateriei PLC.
O mașină de turnat prin compresie a cauciucului este o investiție de capital pe termen lung a cărei rentabilitate depinde atât de disciplina procesului, cât și de calitatea mașinii. Potrivirea specificațiilor corecte a mașinii cu gama dvs. de produse, stabilirea parametrilor de proces precis pentru fiecare compus și menținerea echipamentului la standardele producătorului sunt cei trei piloni ai modelării prin comprimare a cauciucului productiv și rentabil. Pentru producătorii care înțeleg această combinație corectă, turnarea prin compresie rămâne unul dintre cele mai fiabile și mai eficiente procese de formare a cauciucului disponibile.