De ce vacuumul schimbă totul în vulcanizarea cauciucului
Vulcanizarea cauciucului - procesul de reticulare a lanțurilor polimerice folosind căldură și presiune pentru a transforma cauciucul brut într-un material durabil, elastic - a fost practicat industrial de peste 180 de ani. Cu toate acestea, introducerea tehnologiei vidului în procesul de vulcanizare reprezintă una dintre cele mai semnificative rafinamente în fabricarea modernă a cauciucului. A mașină de vulcanizare a cauciucului în vid evacuează aerul și gazele captate din compusul de cauciuc și din cavitatea matriței înainte și în timpul întăririi, eliminând porozitatea, golurile și defectele de suprafață pe care vulcanizarea la presiune atmosferică le produce inevitabil în componentele de precizie.
Rezultatul este un produs măsurabil superior: rețele de reticulare mai dense, proprietăți mecanice îmbunătățite, precizie dimensională mai bună și suprafețe fără defecte - toate esențiale în aplicațiile în care defecțiunea componentelor din cauciuc are consecințe de siguranță sau de reglementare. Pe măsură ce cererea de piese de cauciuc de precizie crește în sectoarele auto, aerospațial, medical și electronic, mașinile de vulcanizare în vid au trecut de la echipamentele de specialitate la uneltele industriale obișnuite.
Procesul de vulcanizare: convențional vs. vid
Pentru a înțelege valoarea vulcanizării în vid, este util să examinăm exact unde metodele convenționale nu sunt insuficiente.
Turnare convențională prin compresie sau prin transfer
În vulcanizarea standard prin compresie sau transfer, un compus de cauciuc este plasat într-o matriță încălzită și se aplică presiune pentru a forța materialul în cavitatea matriței. Aerul prins în compus sau la interfața compus-matriză nu are cale de evacuare. Pe măsură ce temperatura crește și începe reticularea, acest aer prins formează microgoluri - pori, vezicule și pitting la suprafață - care reduc densitatea piesei, rezistența la tracțiune și durata de viață la oboseală. Pentru produsele de consum necritice, această degradare este acceptabilă. Pentru etanșări, diafragme, componente de dispozitive medicale și garnituri aerospațiale, nu este.
Vulcanizare asistată cu vid
O mașină de vulcanizare a cauciucului cu vid aplică un vid controlat - de obicei în intervalul de –0,08 până la –0,098 MPa (aproximativ –80 până la –98 kPa ecartament) — în cavitatea matriței înainte de injectarea sau comprimarea compusului și menține acel vid prin etapele inițiale de întărire. Această evacuare elimină gazele dizolvate din matricea de cauciuc, elimină pungile de aer interfațale și scade punctul de fierbere al umidității din compus, scoțându-l înainte de aplicarea căldurii. Ciclul de întărire continuă apoi atât sub vid, cât și sub presiune aplicată, obținând o piesă complet consolidată, fără goluri.
Avantajele tehnice cheie ale vulcanizării în vid
Beneficiile de performanță ale vulcanizării în vid sunt cuantificabile în mai multe parametri de calitate și proces:
- Eliminarea porozității și golurilor — Evacuarea în vid îndepărtează aerul prins înainte ca gelificarea să-l blocheze pe loc. Piesele ating densități relative care se apropie de maximul teoretic pentru compus, ceea ce se traduce direct prin rezistență la tracțiune îmbunătățită, alungire la rupere și rezistență la oboseală.
- Calitate superioară a suprafeței — Fără aer prins la interfața matriță-cauciuc, suprafețele finisate sunt netede, curate din punct de vedere cosmetic și fără sâmburi. Acest lucru este deosebit de critic pentru lentilele din silicon de calitate optică, tuburile medicale și produsele din cauciuc destinate consumatorilor, unde estetica afectează calitatea percepută.
- Precizie dimensională mai bună — Consolidarea fără goluri produce piese care se conformează exact geometriei matriței. Contracția este mai previzibilă și mai uniformă, reducând variația dimensională după întărire - un avantaj cheie pentru inele O, etanșări și piesele turnate cu toleranță strânsă.
- Flux compus îmbunătățit în geometrii complexe — Aspirarea sub vid ajută la mișcarea compusului în degajări adânci, secțiuni subțiri și caracteristici complicate ale matriței pe care injecția la presiune atmosferică se străduiește să le umple complet.
- Rate reduse de deșeuri și reprelucrare — Prin eliminarea cauzei principale a defectelor vizuale și structurale ale cauciucului turnat, vulcanizarea în vid scade semnificativ ratele de respingere ale componentelor de precizie, îmbunătățind eficiența generală a echipamentului (OEE) pentru operațiunile de turnare a cauciucului.
- Compatibilitate cu compuși sensibili la umiditate — Cauciucul siliconic, EPDM și anumiți elastomeri speciali sunt deosebit de sensibili la umiditatea reziduală în timpul întăririi. Degazarea în vid înainte de încălzire îndepărtează eficient această umiditate, prevenind porozitatea condusă de abur în partea întărită.
Tipuri de mașini de vulcanizare a cauciucului în vid
Echipamentele de vulcanizare în vid sunt disponibile în mai multe configurații, fiecare potrivită pentru diferite scări de producție, tipuri de cauciuc și geometrii ale pieselor.
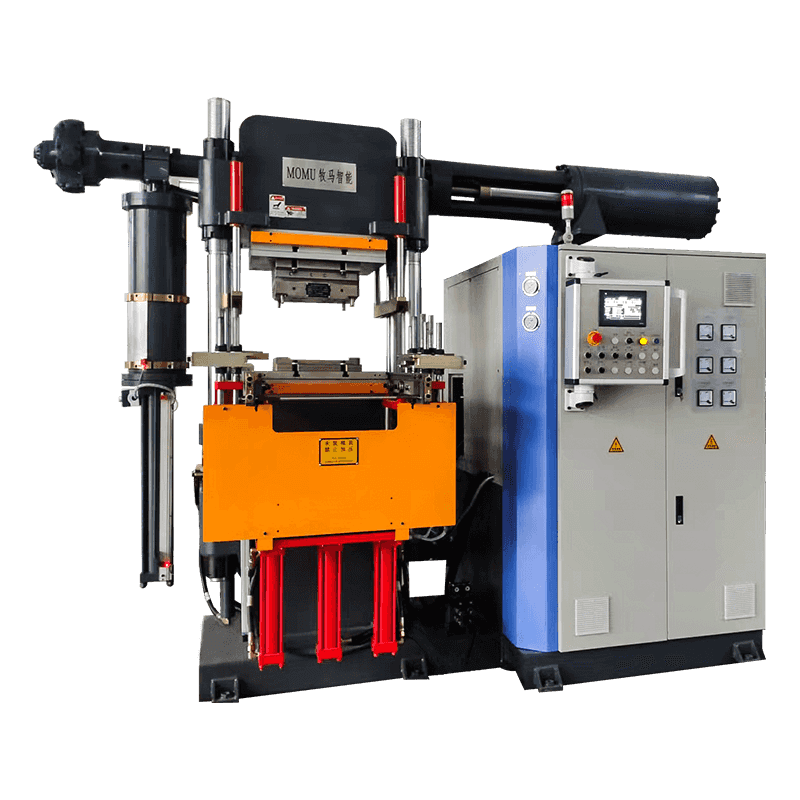
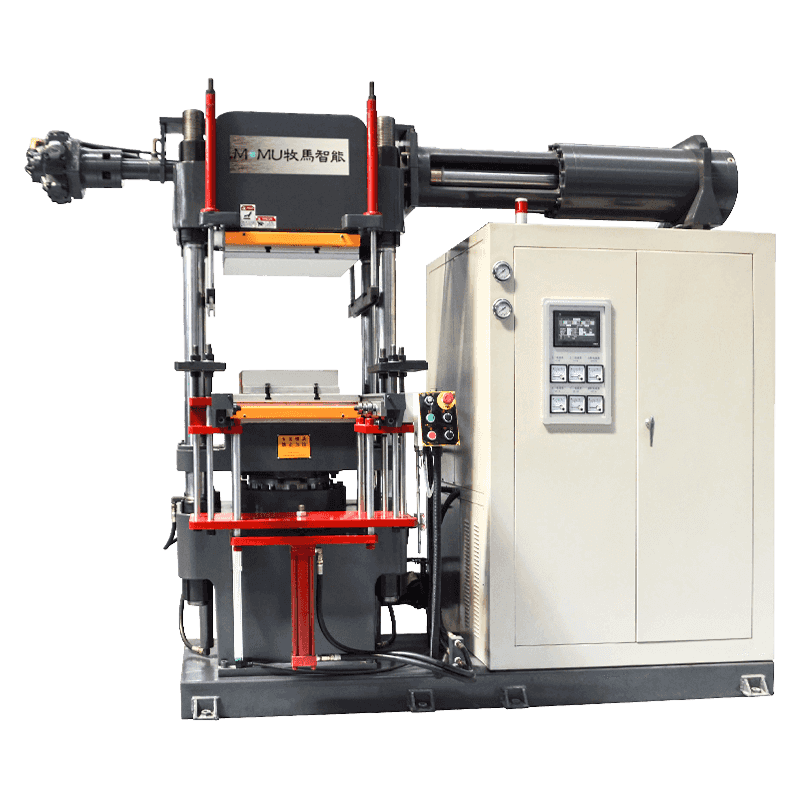
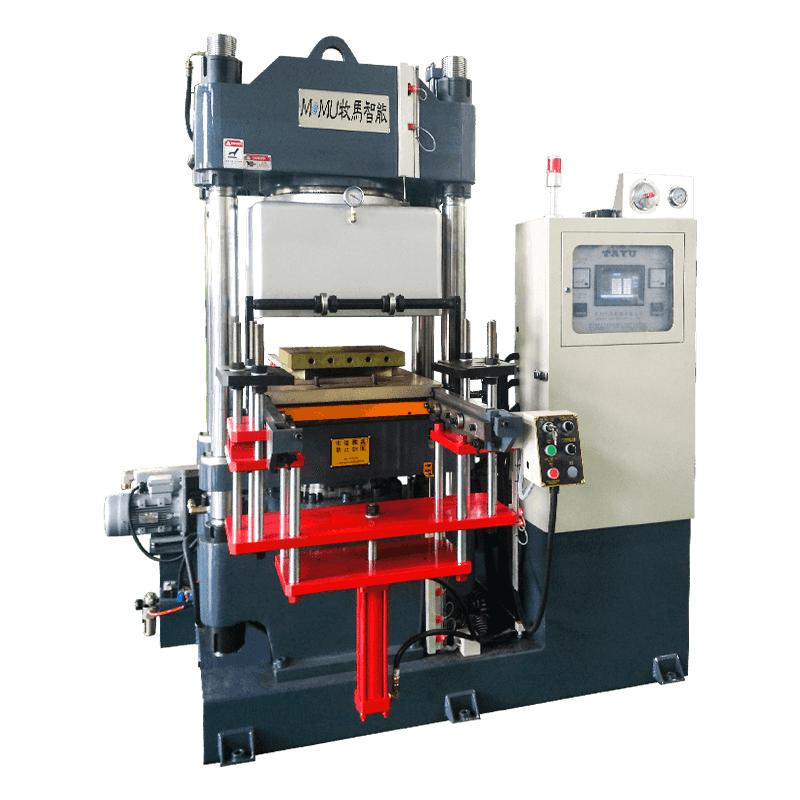
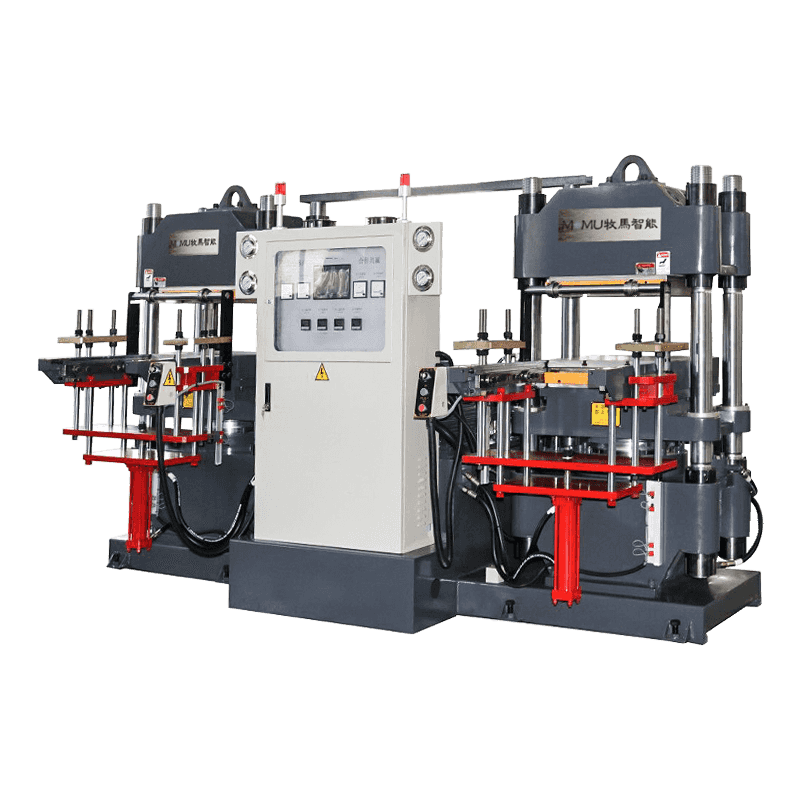
Presă de turnare prin compresie în vid
Cea mai utilizată configurație în turnarea în serie a cauciucului. O presă hidraulică cu plăci încălzite comprimă matrița; un circuit de vid — integrat în matriță sau aplicat printr-o cameră de vid periferică — evacuează cavitatea înainte și în timpul închiderii. Potrivit pentru plăcuțe plate, foi, garnituri și profile turnate relativ simple. Temperaturile platoului variază de obicei de la 150°C până la 200°C , cu presiuni hidraulice de la 10 la 200 de tone, în funcție de dimensiunea piesei și de vâscozitatea compusului.
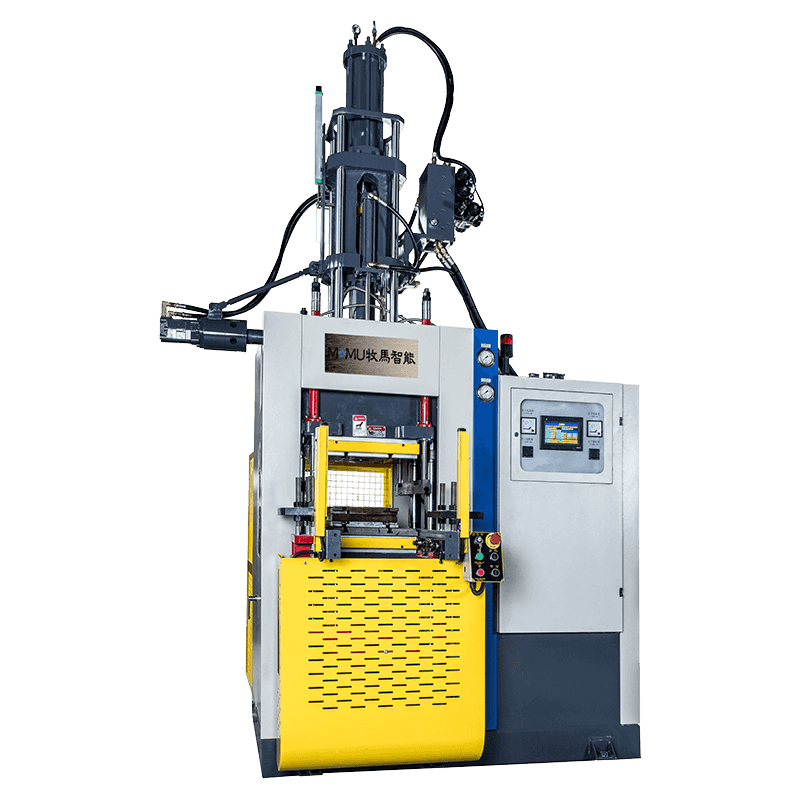
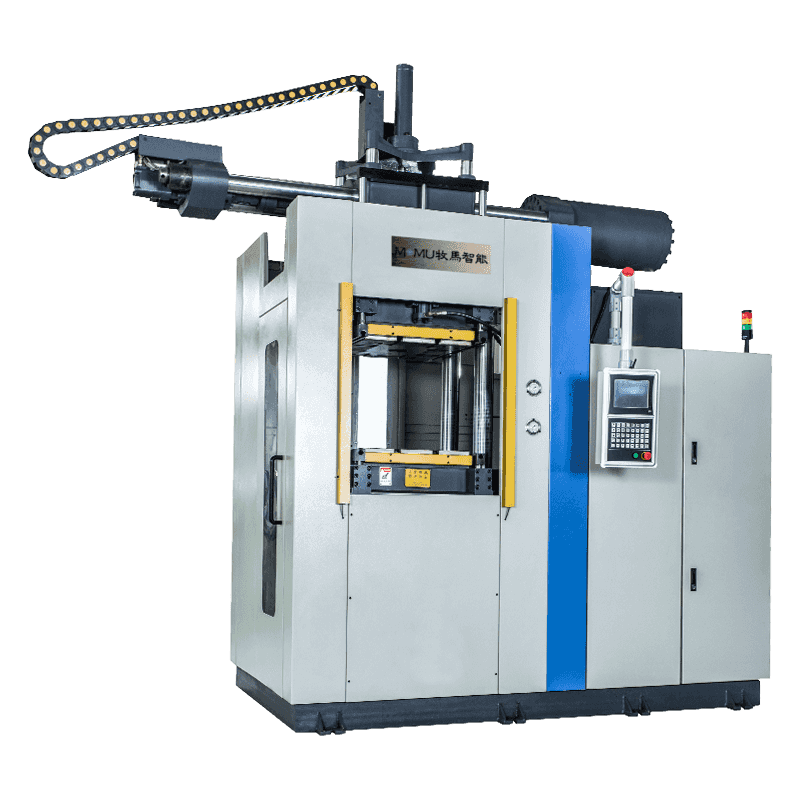
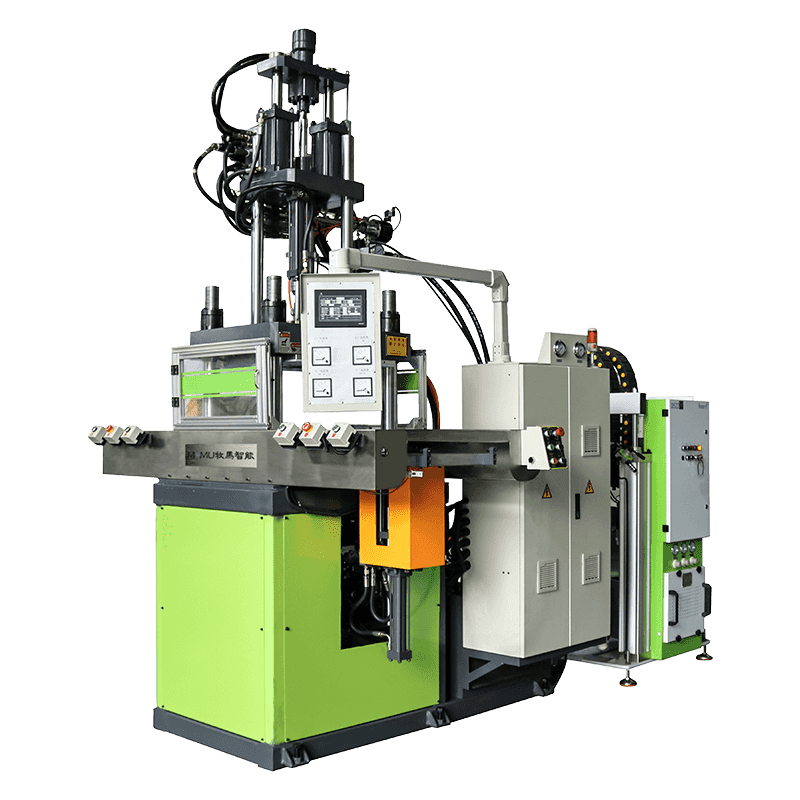
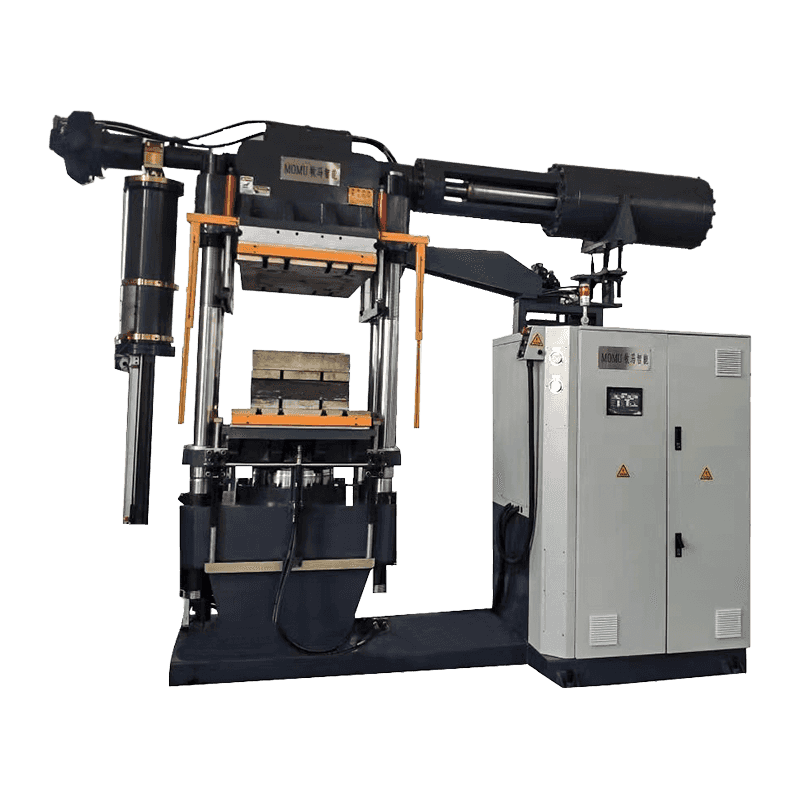
Mașină de turnat prin injecție în vid
Combină evacuarea cavității în vid cu injecția de compus de cauciuc preplastificat sub presiune. Forma este sigilată și evacuată înainte de începerea injecției, apoi compusul este injectat în cavitatea evacuată. Această configurație oferă cea mai bună consistență dimensională pentru piesele tridimensionale complexe produse în volume mari — etanșările auto, manșoanele conectorilor și componentele dispozitivelor medicale sunt aplicații tipice. Timpii ciclului sunt mai scurti decât turnarea prin compresie datorită măsurării precise a compusului și umplerii mai rapide.
Vulcanizator cu autoclave cu vid
Folosit pentru piese de cauciuc mari, cu formă neregulată - furtunuri, rosturi de dilatare, țevi căptușite cu cauciuc și ansambluri compozite - care nu pot fi găzduite de o matriță de presă convențională. Piesa este plasată într-o pungă de vid sau într-o cameră etanșă, evacuată și apoi supusă temperaturii și presiunii ridicate (abur sau aer cald) în interiorul vasului autoclavei. Frecvent în lipirea cauciucului aerospațial și aplicațiile mari de căptușeală industrială din cauciuc. Timpii de ciclu sunt mai lungi, dar procesul acceptă geometriile pieselor pe care nicio altă metodă nu le poate gestiona.
Presă de vulcanizare cu plăci de vid (tip bandă transportoare)
Proiectat special pentru vulcanizarea benzilor transportoare din cauciuc, a foilor de pardoseală și a produselor plate late. Mai multe plăci încălzite presează o bandă sau o foaie alimentată continuu în timp ce se aplică vid pe zona de presare. Obișnuit în producția de benzi transportoare și producția de pardoseli din cauciuc, unde lățimea poate depăși 2.000 mm și este necesară o capacitate continuă.
Componentele de bază ale sistemului
O mașină de vulcanizare a cauciucului în vid integrează mai multe subsisteme care trebuie să lucreze în coordonare pentru a obține o calitate constantă a întăririi.
| Subsistemul | Funcția | Specificație cheie |
|---|---|---|
| Sistem de pompa de vid | Evacuează cavitatea mucegaiului la presiunea țintă | Țintă: ≤–0,095 MPa; pompa rotativa cu palete sau inel lichid |
| Platine de încălzire / Cameră | Furnizați și mențineți temperatura de întărire uniform | uniformitate ±1–2°C; încălzit electric sau cu abur |
| Sistem hidraulic de prindere | Aplică și menține presiunea de închidere a matriței | Tonajul potrivit zonei parțiale și vâscozității compuse |
| Sistem de etanșare în vid | Menține integritatea vidului în timpul ciclului de întărire | O-ring sau etanșări labirint la linia de despărțire a matriței |
| Sistem de control PLC | Secvențe de evenimente de vid, temperatură și presiune | Profiluri de curare programabile; capacitatea de înregistrare a datelor |
| Controler de temperatură a matriței | Încălzire rapidă și reglare precisă a temperaturii | controlat prin PID; timp de răspuns <30 secunde |
Aplicații industriale
Mașinile de vulcanizare a cauciucului în vid sunt utilizate oriunde vulcanizarea convențională produce rate de defecte inacceptabile sau unde proprietățile materialului trebuie să îndeplinească standarde riguroase de performanță.
Sisteme de etanșare auto
Garniturile compartimentului motor, garniturile ușilor și ferestrelor, inelele O ale sistemului de combustibil și diafragmele sistemului de frânare sunt printre aplicațiile cu cel mai mare volum. Un singur vehicul de pasageri contine peste 400 de componente individuale de etanșare din cauciuc , dintre care multe trebuie să îndeplinească standardele de zero scurgeri de peste 150.000 km de viață. Turnarea în vid asigură integritatea secțiunii transversale fără goluri care face posibil acest lucru.

Echipamente medicale si farmaceutice
Componentele din cauciuc siliconic pentru dispozitive medicale - tuburi, dopuri, diafragme, elemente de pompă peristaltică și părți implantabile - necesită o libertate absolută de porozitate și contaminare. Vulcanizarea în vid este procesul standard acceptat pentru modelarea siliconului de calitate medicală, iar trimiterile de reglementare pentru dispozitivele medicale de clasă II și III fac referire de obicei la procesarea în vid ca parte a protocolului de fabricație validat.
Aerospațial și Apărare
Garniturile ușilor aeronavei, garniturile de presurizare a cabinei, elastomerii sistemului de combustibil și suporturile de izolare a vibrațiilor trebuie să îndeplinească cerințele AS9100 și MIL-spec care abordează în mod explicit porozitatea și toleranța dimensională. Vulcanizarea în autoclavă cu vid este metoda standard pentru ansamblurile lipite cu cauciuc de calitate aerospațială și componentele elastomerice de format mare.
Electronică și semiconductoare
Tastaturile din silicon, contactele din elastomer conductiv, garniturile de ecranare EMI și lentilele din silicon de calitate optic pentru aplicații cu LED-uri beneficiază toate de turnarea în vid. Porozitatea acestor componente cauzează variații ale rezistenței electrice, împrăștiere optică și defecțiuni mecanice premature - defecte pe care vulcanizarea în vid le elimină la nivel de proces, mai degrabă decât să se bazeze pe inspecția și sortarea în aval.
Furtunuri industriale și sisteme transportoare
Furtunurile hidraulice de înaltă presiune, liniile de transfer chimic și benzile transportoare care funcționează în medii abrazive sau agresive din punct de vedere chimic necesită construcții din cauciuc dense și fără goluri pentru a atinge presiuni nominale de spargere și durate de viață. Vulcanizarea prin autoclavă cu vid sau prin presă cu plăci de vid oferă calitatea de consolidare pe care o cer aceste aplicații.
Parametrii procesului și proiectarea ciclului de polimerizare
Ciclul de întărire pentru vulcanizarea în vid implică o serie de evenimente secvențiate precis. Abaterile de la secvența optimizată - în special sincronizarea vidului în raport cu rampa de temperatură - afectează direct calitatea piesei.
- Încărcarea matriței și închiderea inițială — Compusul este încărcat și matrița este închisă într-o poziție „crăpată” (parțial închisă) pentru a permite aspirarea fără compresie completă.
- Aplicare cu vid — Pompa de vid evacuează cavitatea matriței la presiunea țintă (de obicei ≤–0,09 MPa). Această etapă durează de obicei 30 până la 120 de secunde, în funcție de volumul cavității și conținutul de gaz compus. Vacuum trebuie realizat înainte de a începe transferul semnificativ de căldură către compus — încălzirea prematură inițiază reticulare înainte ca degazarea să fie completă.
- Închidere completă a matriței sub vid — Odată ce vidul țintă este confirmat, se aplică presiunea de strângere hidraulică completă. Compusul curge în cavitatea evacuată sub presiune combinată de vid și presiune mecanică.
- Cură izotermă — Temperatura matriței este menținută la temperatura de întărire specificată (de obicei 150–180°C pentru compușii NR/SBR; 170–200°C pentru silicon) pentru timpul de întărire t90 calculat - timpul pentru a atinge 90% din densitatea maximă de reticulare determinată prin analiza reometrului.
- Eliberare de presiune și demulare — După terminarea întăririi, presiunea de prindere este eliberată, vidul este aerisit și matrița este deschisă pentru îndepărtarea pieselor. Vulcanizarea secundară post-întărire într-un cuptor poate fi specificată pentru anumiți compuși de silicon și fluoroelastomeri pentru a finaliza reticulare și a elimina produsele secundare de întărire.
Criterii de selecție a echipamentelor
Selectând dreapta mașină de vulcanizare în vid pentru o anumită aplicație necesită evaluarea mai multor factori interdependenți. Simplificarea excesivă a acestei decizii duce fie la echipamente subspecificate care nu pot atinge calitatea cerută, fie la mașini supraproiectate ale căror capacități nu sunt niciodată utilizate.
- Dimensiunea și geometria piesei — Profilele plate sau simple se potrivesc configurațiilor presei de compresie; piesele tridimensionale complexe necesită capacitatea de turnare prin injecție; formele mari sau neregulate necesită prelucrare în autoclavă.
- Tip compus din cauciuc — Siliconul, EPDM, NBR, fluoroelastomerul și cauciucul natural au fiecare temperatură de întărire, presiuni și cerințe de sensibilitate la vid distincte care influențează specificațiile mașinii.
- Volumul productiei — Producția de volum mare justifică investiția în prese de injecție cu mai multe cavități cu deformare automată; lucrările cu volum redus sau prototip sunt mai bine deservite de unități de compresie mai mici și flexibile.
- Adâncimea de aspirare și timpul de reținere — Aplicațiile cu compuși foarte vâscoși sau formulări cu conținut ridicat de gaz necesită un vid mai profund (mai aproape de –0,098 MPa) și timpi mai lungi de reținere la evacuare înainte de inițierea întăririi.
- Specificație de uniformitate a temperaturii — Piesele medicale și aerospațiale cu toleranță strânsă necesită o uniformitate a temperaturii plăcilor de ±1°C sau mai bună; aplicațiile industriale generale pot accepta ±3–5°C.
- Cerințe de automatizare și înregistrare a datelor — Industriile reglementate (medicală, aerospațială, contact cu alimente) necesită înregistrarea completă a parametrilor procesului, trasabilitate pe lot și profiluri de întărire controlate de PLC care nu pot fi depășite manual în timpul producției.
Un audit cuprinzător al procesului – care examinează formularea compusului, proiectarea pieselor, cerințele de calitate și volumul de producție – efectuat înainte de achiziționarea echipamentelor evită erorile costisitoare de specificație și asigură că mașina selectată oferă rezultatul necesar de la punere în funcțiune.