Ce este o mașină de vulcanizare a cauciucului în vid?
A mașină de vulcanizare a cauciucului în vid este o presă industrială specializată care întărește compușii de cauciuc brut sau neîntărit într-o combinație de condiții controlate de căldură, presiune și vid. Termenul „vulcanizare” se referă la procesul de reticulare chimică care transformă cauciucul moale, flexibil într-un material durabil, elastic și stabil dimensional. În presele standard de vulcanizare, căldura și presiunea conduc singure reacția de întărire. La mașinile de vulcanizare în vid, adăugarea unui mediu de vid sigilat elimină aerul, umezeala și gazele volatile captate din masa de cauciuc înainte și în timpul întăririi - rezultând un produs finit semnificativ mai dens, mai uniform și fără defecte.
Funcția de vid nu este doar o funcție suplimentară; schimbă în mod fundamental rezultatele calității care pot fi obținute în producția de cauciuc. Pungile de aer și incluziunile de umiditate sunt printre cele mai comune surse de porozitate, formare de vezicule și slăbiciune structurală în piesele din cauciuc vulcanizat. Prin evacuarea cavității matriței la un nivel de vid de obicei între -0,08 MPa și -0,1 MPa înainte de aplicarea presiunii de turnare completă, mașina elimină aceste defecte la sursă. Rezultatul sunt produse din cauciuc cu finisare superioară a suprafeței, densitate internă constantă și performanță mecanică îmbunătățită - caracteristici care sunt esențiale în industriile de precizie, inclusiv etanșarea auto, dispozitivele medicale, componentele aerospațiale și tălpile de încălțăminte de înaltă performanță.
Procesul de vulcanizare: ce se întâmplă în interiorul mașinii
Înțelegerea secvenței operațiunilor din interiorul unei mașini de vulcanizare a cauciucului în vid clarifică de ce integrarea în vid îmbunătățește atât de substanțial calitatea producției. Procesul se desfășoară în mai multe etape distincte pe care mașina le controlează automat printr-un controler logic programabil (PLC) sau o interfață cu ecran tactil.
Ciclul începe cu pregătirea și încărcarea matriței. Operatorul plasează compusul de cauciuc neîntărit - sub formă de semifabricate, foi sau preforme cântărite în prealabil - în cavitatea matriței încălzită. Forma se închide parțial, iar pompa de vid se activează, trăgând aerul și umiditatea reziduală din cavitatea matriței prin canalele de vid integrate. Odată ce nivelul țintă al vidului este atins și menținut pentru un timp stabilit, de obicei 15 până la 60 de secunde, presa se închide complet pentru a aplica presiunea de turnare. Combinația de căldură condusă prin plăcile încălzite, presiunea aplicată și absența gazelor prinse conduce apoi reacția de reticulare uniform în întreaga masă de cauciuc. După trecerea timpului de întărire programat - care variază de la unu la treizeci de minute în funcție de tipul compusului de cauciuc și grosimea piesei - presa se deschide, se eliberează vid și piesa întărită este deformată.
Precizia controlului temperaturii este la fel de importantă. Mașinile moderne de vulcanizare în vid mențin temperaturile plăcilor între ±1°C și ±2°C pe întreaga suprafață a matriței folosind elemente de încălzire cu rezistență electrică sau plăci încălzite cu abur, combinate cu senzori de temperatură încorporați și controlere PID în buclă închisă. Această uniformitate asigură o întărire consistentă în întregul produs, eliminând riscul de centre subîntărite sau suprafețe supraîntărite care pot apărea atunci când există gradienți de temperatură pe matriță.

Componentele de bază și funcțiile acestora
Performanța unei mașini de vulcanizare a cauciucului în vid depinde de calitatea și integrarea componentelor sale structurale și funcționale cheie. Fiecare element joacă un rol definit în realizarea unei vulcanizări consistente, fără defecte.
Platine încălzite
Platanele sunt plăcile plate, rigide, între care matrița este comprimată. În mașinile de vulcanizare în vid, plăcile sunt fabricate din oțel de calitate superioară cu elemente de încălzire încorporate sau canale interne pentru circulația aburului. Toleranța la planeitate este critică - o plată cu suprafață de contact neuniformă va produce o distribuție neuniformă a presiunii în matriță, ceea ce duce la variația grosimii și la întărirea incompletă în zonele de joasă presiune. Mașinile premium specifică planeitatea plăcii cu 0,05 mm pe suprafața de lucru și utilizează senzorul de temperatură în mai multe puncte pentru a detecta și compensa orice neuniformitate termică.
Sistem de vid
Sistemul de vid constă dintr-o pompă de vid - de obicei o paletă rotativă sau un tip șurub uscat - conectată la cavitatea matriței printr-un circuit etanș care include linii de vid, un rezervor tampon de vid, supape solenoide și manometre. Rezervorul tampon stochează volumul pre-evacuat, astfel încât cavitatea matriței să poată fi adusă rapid la nivelul de vid țintă, fără a supraîncărca pompa. Etanșarea în vid a interfeței matriței este realizată prin garnituri periferice sau canale de inele O prelucrate în linia de despărțire a matriței. Integritatea acestui sistem de etanșare este fundamentală - orice scurgere reduce nivelul de vid realizabil și compromite eficiența de îndepărtare a aerului.
Sistem de prindere hidraulic sau mecanic
Forța de strângere care ține matrița închisă în timpul vulcanizării este generată fie de un sistem de cilindri hidraulici, fie, la mașinile mai mici, de mecanisme mecanice de comutare. Sistemele hidraulice oferă un control mai precis și mai programabil al presiunii și sunt standard la mașinile de vulcanizare în vid de gradul de producție. Forțele de prindere variază de la 50 kN în mașini de laborator sau pentru piese mici până la peste 10.000 kN în prese industriale mari pentru produse din cauciuc pentru automobile sau industriale. Controlul precis al presiunii este esențial deoarece atât subpresiunea, cât și suprapresiunea produc piese defecte - flash, inexactitate dimensională sau fisurare indusă de stres.
Sistem de control PLC
Mașinile moderne de vulcanizare în vid sunt echipate cu controlere logice programabile și interfețe om-mașină (HMI) cu ecran tactil care permit operatorilor să stocheze, să recheme și să monitorizeze programe de întărire pentru diferiți compuși de cauciuc și configurații de matriță. Un program obișnuit stochează temperatura țintă, timpul de întărire, nivelul de vid, timpul de așteptare în vid și presiunea de prindere ca o singură rețetă. PLC-ul monitorizează feedback-ul senzorului în timp real și generează alarme pentru abateri, asigurând trasabilitatea procesului și calitate constantă de la lot la lot.
Tipuri de mașini de vulcanizare a cauciucului în vid
Mașinile de vulcanizare a cauciucului în vid sunt disponibile în mai multe configurații, fiecare potrivită pentru diferite volume de producție, geometrii de produs și tipuri de cauciuc. Selectarea tipului potrivit de mașină este la fel de importantă ca și specificarea parametrilor potriviți de proces.
| Tip mașină | Configurare | Cel mai potrivit pentru |
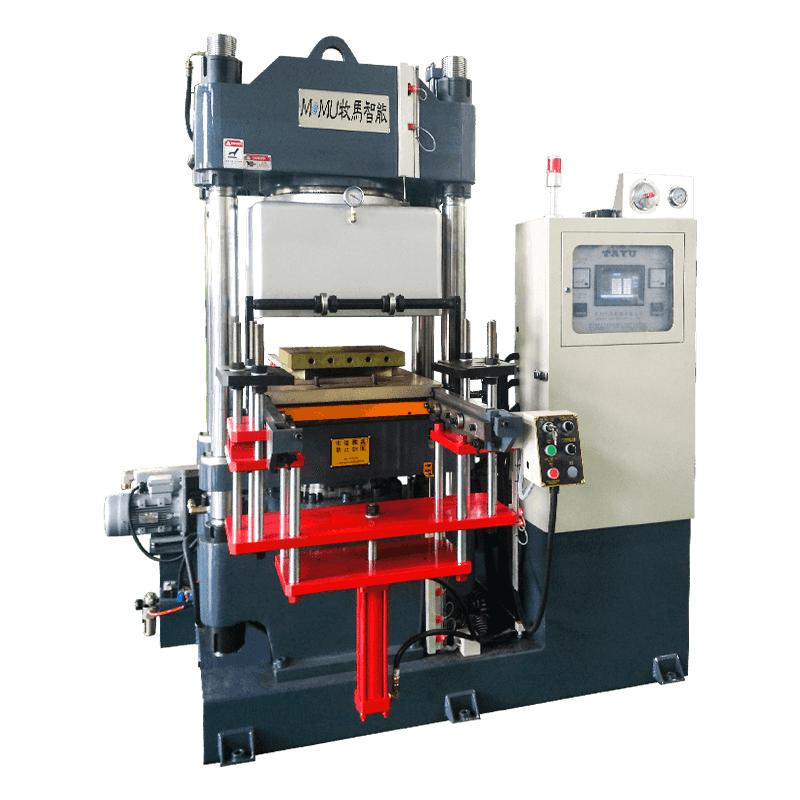
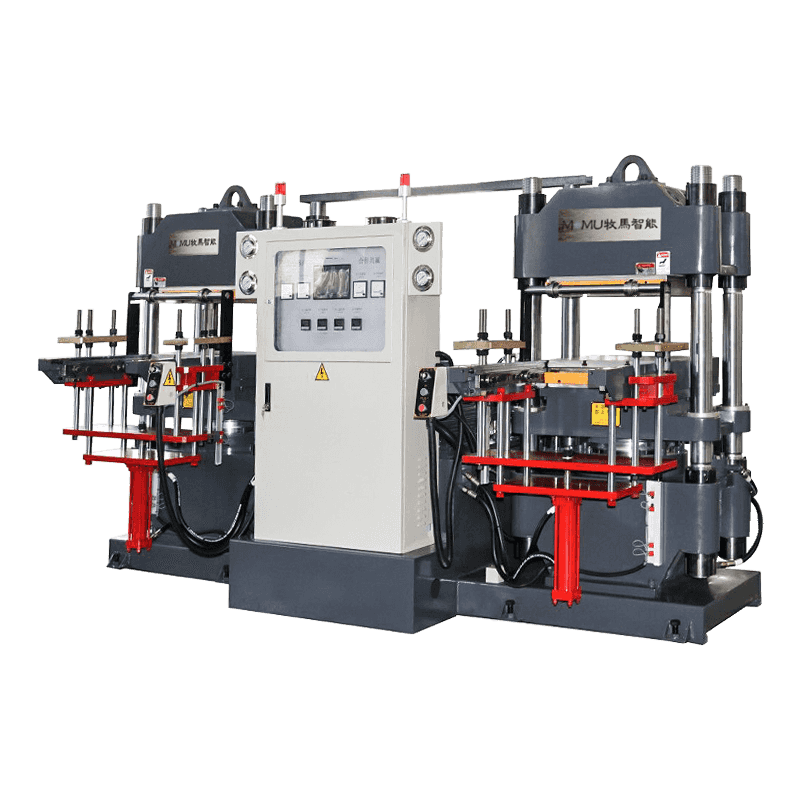
| Presă plată pentru o singură zi | O deschidere a matriței între două plăci | Piese de cauciuc plate mici până la mijlocii, garnituri, garnituri |
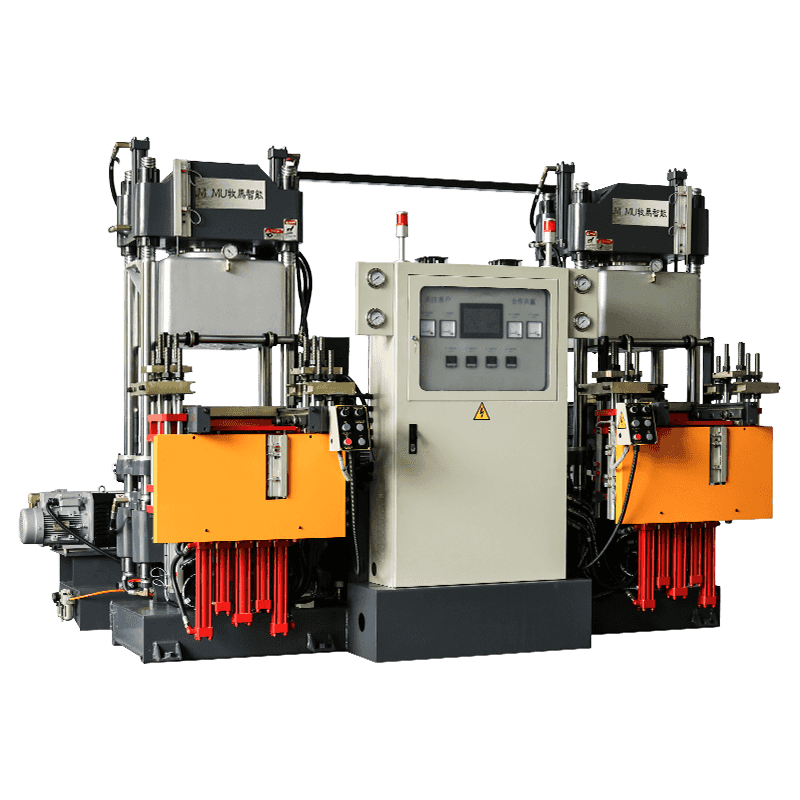
| Presă cu mai multe zile | Mai multe deschideri de matriță stivuite pe o singură presă | Producție în volum mare de foi plate sau subțiri de cauciuc |
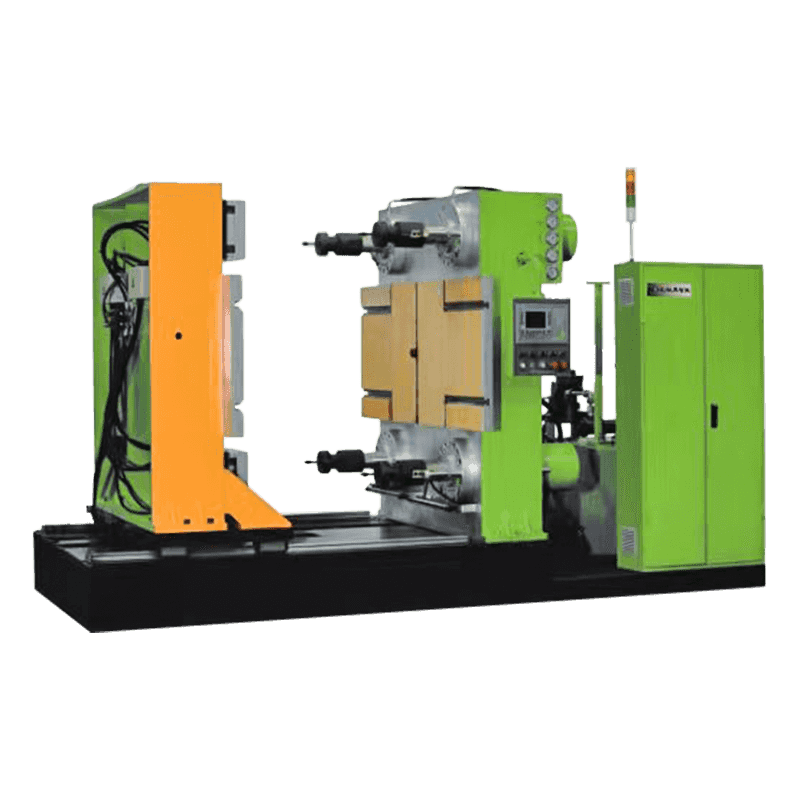
| Presă rotativă sau carusel | Platformă rotativă cu mai multe stații cu sursă de căldură fixă | Tălpi de încălțăminte, medii de producție continuă |
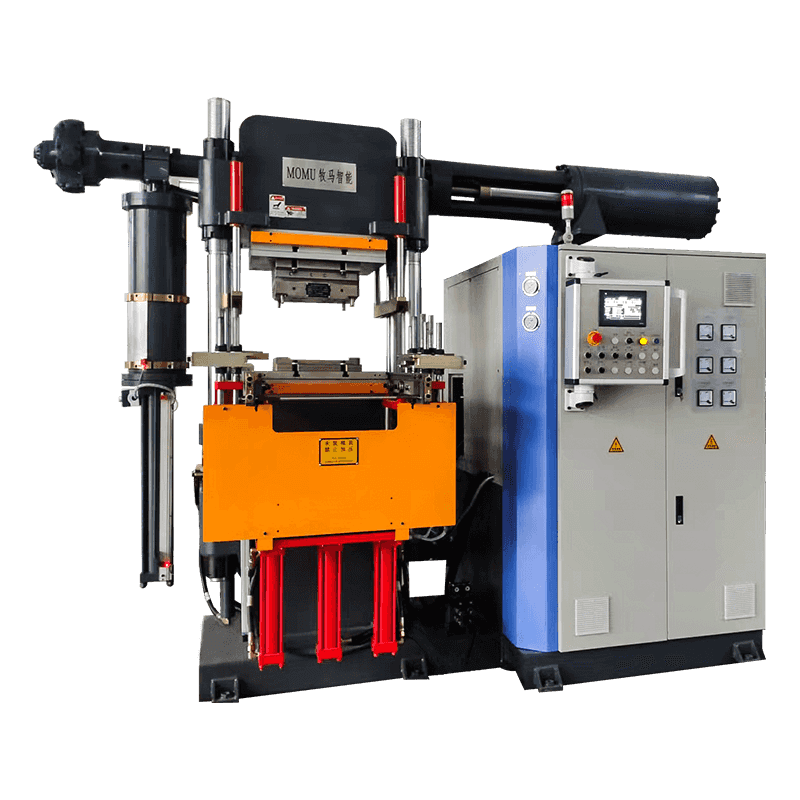
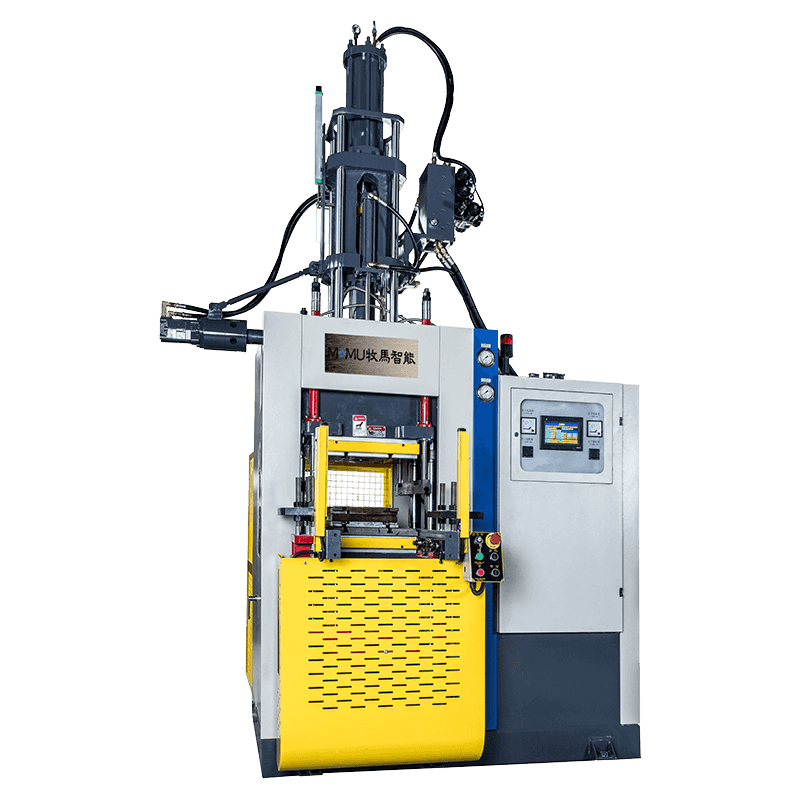
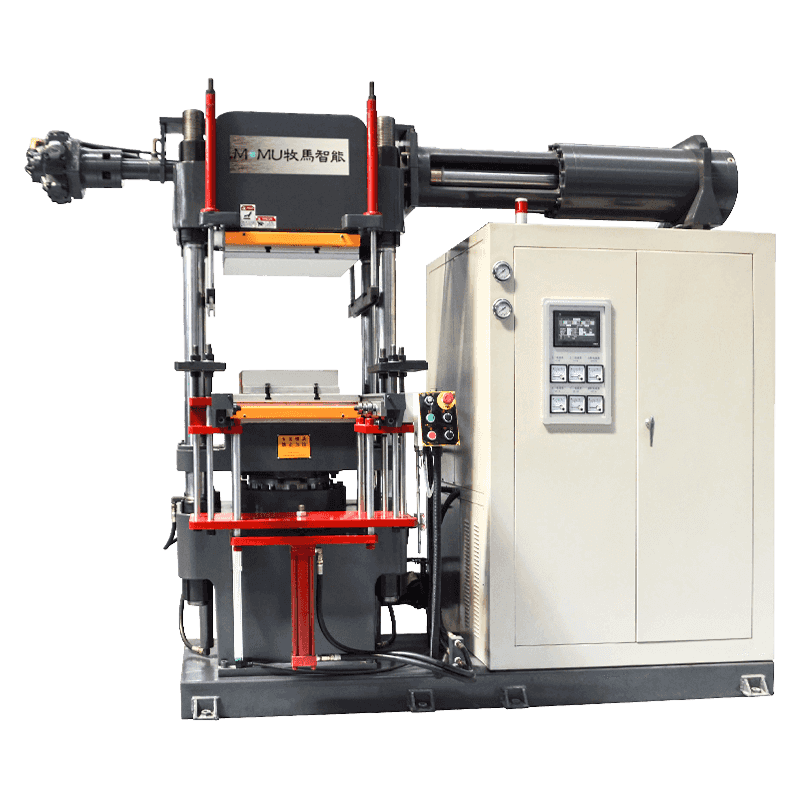
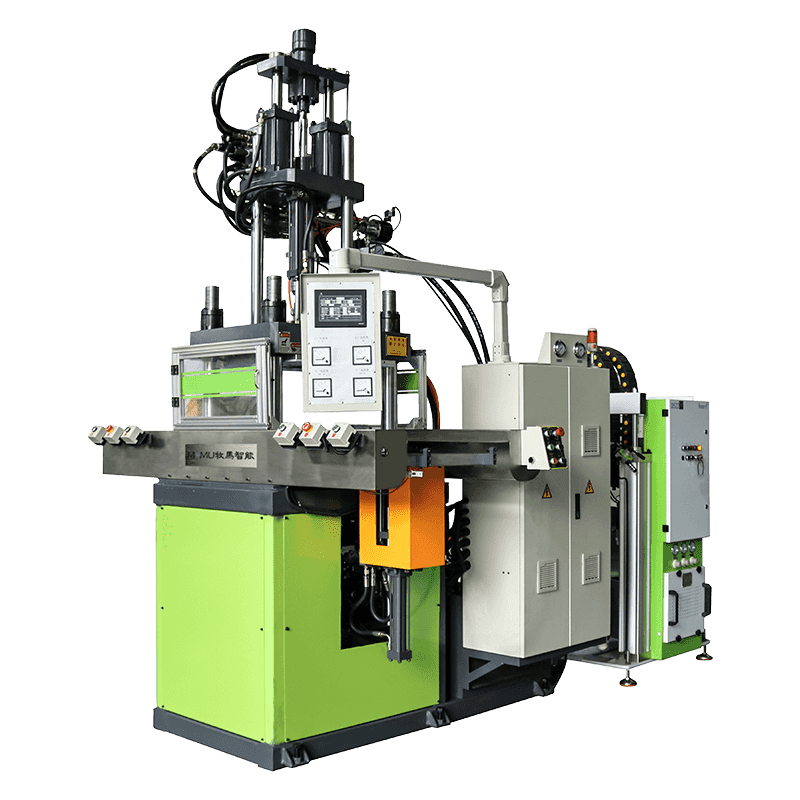
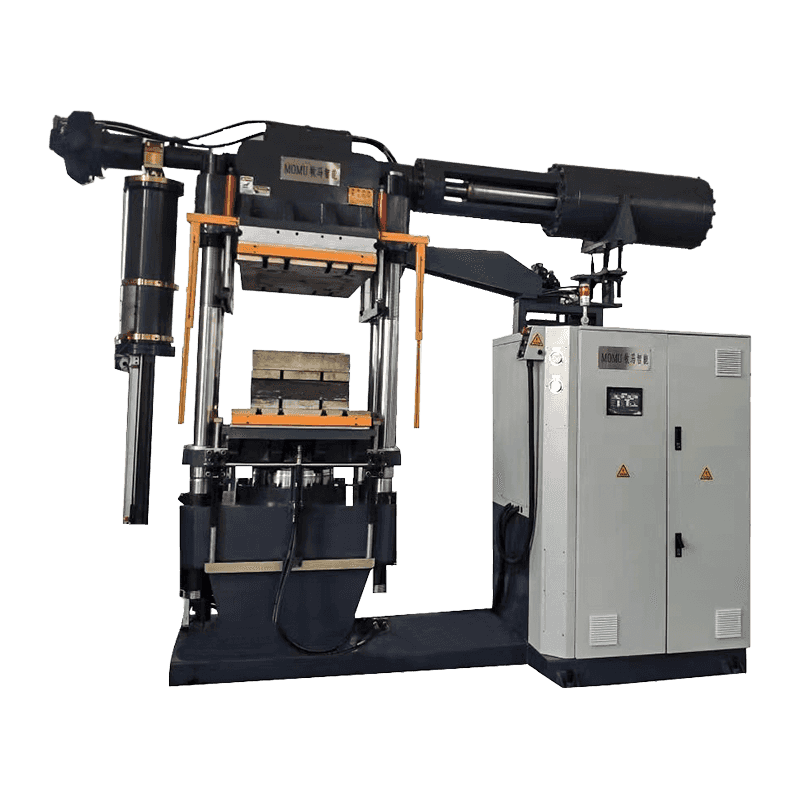
| Presă de injecție verticală | Cauciuc injectat sub presiune în matriță sigilată | Piese 3D complexe, componente supraturlate, cauciuc tehnic |
| Presă de vid cu membrană | Membrana de silicon flexibila creeaza vid si presiune | Compozite lipite de cauciuc, substraturi curbate sau neregulate |
| Laborator / Bench-Top Press | Unitate compactă pentru o singură lumină de zi cu capacitate de aspirare | Cercetare și dezvoltare, testare compusă, mici prototipuri |
Avantajele vulcanizării în vid față de presarea standard
Investiția în capacitatea de vid față de o presă convențională de cauciuc este justificată de îmbunătățiri măsurabile ale mai multor parametri de calitate și producție. Aceste avantaje devin deosebit de importante atunci când se produc piese de precizie cu toleranțe dimensionale strânse, geometrii complexe sau proprietăți mecanice critice pentru performanță.
- Eliminarea porozității și golurilor: Îndepărtarea aerului înainte de întărire previne formarea de bule interne și gropi de suprafață care reduc rezistența la tracțiune, alungirea și performanța de etanșare a pieselor din cauciuc. Acest lucru este deosebit de important pentru inele O, diafragme și produse din cauciuc de calitate medicală, unde integritatea internă nu este negociabilă.
- Finisaj îmbunătățit al suprafeței: Condițiile de vid permit compusului de cauciuc să curgă mai complet în detaliile fine ale matriței, producând margini mai ascuțite, text mai curat sau imprimare a logo-ului și o suprafață generală mai netedă, fără pete de aer prins.
- Proprietăți mecanice mai consistente: Densitatea uniformă în întreaga piesă întărită înseamnă valori consistente de duritate, rezistență la tracțiune și compresie stabilite pe întregul lot - critice pentru piesele utilizate în aplicații de etanșare, izolație la vibrații sau portantă.
- Rate reduse de deșeuri și de reluare: Defectele constatate la inspecție necesită fie reprelucrare, fie casare a întregii piese. Vulcanizarea în vid reduce substanțial incidența blisterelor, a porozității și a defectelor de scurtă durată, scăzând ratele deșeurilor și costurile asociate cu materialele și forța de muncă.
- Compatibilitate cu compuși sensibili la umiditate: Unele formulări speciale de cauciuc, în special cauciucurile siliconice și anumiți compuși EPDM, sunt în mod special predispuse la formarea de vezicule la suprafață cauzată de umiditatea reziduală. Procesarea în vid elimină în mod fiabil acest mod de defecțiune fără a necesita pași suplimentari de uscare.
- Lipire mai bună în ansamblurile cauciuc-metal și cauciuc-țesătură: Când cauciucul este vulcanizat direct pe inserții metalice sau substraturi de țesătură, aerul prins la interfață împiedică aderența completă. Evacuarea cu vid înainte de presare asigură un contact intim între cauciuc și substrat, producând legături mai puternice și mai fiabile.
Industrii și produse care se bazează pe vulcanizarea în vid
Mașinile de vulcanizare a cauciucului în vid deservesc o gamă largă de industrii în care calitatea produselor din cauciuc afectează direct siguranța, fiabilitatea sau conformitatea cu reglementările. Următoarele sectoare reprezintă cele mai semnificative domenii de aplicare.
Etanșări și garnituri auto
Componentele din cauciuc pentru automobile, inclusiv garniturile ușilor, garniturile canalelor ferestrelor, garniturile motorului și diafragmele sistemului de frânare sunt produse cu vulcanizare în vid pentru a asigura consistența dimensională și absența golurilor interne care ar putea duce la scurgeri sau defecțiuni premature. Filozofia de calitate fără defecte a industriei auto face ca procesarea în vid să fie efectiv obligatorie pentru componentele de etanșare esențiale pentru siguranță furnizate producătorilor OEM majori.
Aplicații medicale și farmaceutice
Componentele din silicon și cauciuc de calitate medicală - inclusiv pistonurile seringii, membranele supapelor, măștile respiratorii și tuburile - trebuie să îndeplinească standarde stricte de puritate și integritate structurală. Vulcanizarea în vid elimină riscurile de contaminare asociate cu aerul prins, asigurând în același timp netezimea suprafeței și acuratețea dimensională necesare pentru produsele biocompatibile. Multe standarde privind dispozitivele medicale impun implicit procesarea în vid ca parte a bunei practici de fabricație a pieselor din cauciuc turnate.
Producția de talpă de încălțăminte
În industria încălțămintei, presele de vulcanizare în vid sunt folosite pentru a produce tălpi exterioare din cauciuc cu definiție ascuțită a benzii de rulare, densitate constantă și aderență puternică la materialele superioare. Funcția de vid este deosebit de valoroasă atunci când se modelează tălpi exterioare cu profil gros, unde captarea aerului în cavitățile adânci ale benzii de rulare este o provocare persistentă în presarea convențională. Presele de vulcanizare în vid de tip carusel sunt utilizate pe scară largă în fabricile de încălțăminte de mare volum din Asia pentru această aplicație.
Sigilii aerospațiale și de apărare
Garniturile de cauciuc și inelele O utilizate în sistemele hidraulice aerospațiale, sistemele de combustibil și controalele de mediu trebuie să îndeplinească toleranțe extrem de strânse privind duritatea, setarea compresiei și uniformitatea internă. Vulcanizarea în vid este o practică standard pentru aceste componente, deoarece consecințele defectării etanșării în funcționare sunt severe. Specificațiile cauciucului de calitate aerospațială impun adesea în mod explicit turnarea în vid ca parte a procesului de fabricație aprobat.
Factori cheie de evaluat atunci când selectați o mașină
Alegerea mașinii potrivite de vulcanizare a cauciucului în vid pentru o anumită aplicație de producție necesită o evaluare sistematică a cerințelor procesului, a volumelor de producție și a considerațiilor operaționale pe termen lung. Prioritizarea celui mai mic preț de achiziție fără a evalua costul total de proprietate duce adesea la probleme de calitate recurente și la costuri mai mari ale ciclului de viață.
- Dimensiunea platanului și deschiderea la lumina zilei: Dimensiunile plăcii de lucru trebuie să găzduiască cea mai mare matriță pe care intenționați să o rulați, cu o marjă adecvată. Deschiderea la lumină naturală — distanța maximă dintre plăcile deschise — trebuie să fie suficientă pentru înălțimea matriței plus spațiul de îndepărtare a pieselor.
- Forța maximă de strângere: Calculați forța de strângere necesară înmulțind suprafața proiectată a cavității matriței cu presiunea de turnare necesară (de obicei, 5 până la 20 MPa, în funcție de compusul de cauciuc și geometria piesei). Tonajul nominal al mașinii trebuie să depășească confortabil această cifră.
- Nivelul de vid atins și capacitatea pompei: Confirmați că mașina poate ajunge la -0,095 MPa sau mai bine și că capacitatea pompei de vid este potrivită cu volumul cavității matriței, astfel încât nivelul de vid țintă să fie atins într-un timp de așteptare acceptabil.
- Interval de temperatură și specificație de uniformitate: Verificați că temperatura maximă de funcționare acoperă temperatura de întărire a compusului dvs. de cauciuc și solicitați date documentate privind uniformitatea temperaturii platinei - în mod ideal ±2°C sau mai bine pe toată suprafața platanului.
- Sistem de control și înregistrare a datelor: Pentru producția critică pentru calitate, acordați prioritate mașinilor cu înregistrarea completă a datelor de proces, gestionarea rețetelor și înregistrarea istoricului alarmelor. Aceste capabilități acceptă cerințele ISO și ale sistemului de calitate specifice industriei și simplifică analiza cauzei principale atunci când apar defecțiuni.
- Asistență post-vânzare și disponibilitatea pieselor de schimb: Sistemele de vid, componentele hidraulice și elementele de încălzire necesită întreținere periodică și eventual înlocuire. Confirmați că producătorul sau agentul local al acestuia poate furniza prompt piese de schimb critice și revizuiți termenii de garanție și disponibilitatea inginerilor de service la fața locului înainte de a vă angaja către un furnizor.
Practici de întreținere care protejează performanța mașinii
O mașină de vulcanizare a cauciucului în vid care este bine întreținută oferă o calitate constantă și o durată de viață extinsă. Neglijarea întreținerii de rutină a sistemelor de vid și hidraulice, în special, duce la degradarea treptată a performanței, care este adesea diagnosticată greșit ca o problemă de proces sau material, mai degrabă decât o problemă a mașinii.
- Verificați și înlocuiți uleiul pompei de vid la intervalele specificate de producător - de obicei la fiecare 500 până la 1.000 de ore de funcționare - deoarece contaminarea cu ulei reduce semnificativ eficiența pompei și nivelul de vid atins.
- Inspectați garniturile de etanșare a matriței și inelele O înainte de fiecare ciclu de producție și înlocuiți imediat când se detectează uzură, compresie sau deteriorare, deoarece chiar și scurgerile minore ale etanșării împiedică atingerea nivelului țintă de vid.
- Verificați periodic uniformitatea temperaturii platanului utilizând o măsurătoare de termocuplu calibrată în mai multe puncte și recalibrați regulatoarele de temperatură PID dacă abaterile depășesc specificațiile.
- Monitorizați starea uleiului hidraulic și starea filtrului, înlocuind filtrele și lichidul conform programului de întreținere pentru a preveni uzura supapei și scurgerile cilindrului care pot cauza inconsecvența forței de strângere.
- Păstrați suprafețele plăcilor curate și fără depuneri de cauciuc, deoarece reziduurile acumulate creează un contact neuniform cu matrițele și provoacă variații localizate de presiune și temperatură care degradează calitatea pieselor.