Ce face modelarea prin injecție LSR fundamental diferită
Turnarea prin injecție a cauciucului siliconic lichid (LSR) este un proces de producție de precizie care diferă de turnarea prin injecție termoplastică convențională în aproape fiecare parametru critic. În cazul în care turnarea termoplastică injectează un material încălzit într-o matriță răcită pentru a se solidifica, turnarea LSR face opusul: un compus siliconic lichid, rece, bicomponent, este injectat într-o matriță încălzită, unde suferă o reacție de reticulare prin adiție și se vulcanizează permanent într-o parte elastomerică flexibilă și durabilă. Această inversiune termică - injecția la rece într-o matriță fierbinte - definește întreaga arhitectură a mașinii, filozofia de proiectare a matriței și strategia de control al proceselor necesare pentru producția LSR de succes. Înțelegerea acestei inversări fundamentale este punctul de plecare pentru oricine specifică, operează sau proiectează în jurul unei mașini de turnare prin injecție LSR.
Compușii LSR sunt furnizați ca sisteme din două părți: Partea A conține polimerul de bază cu un catalizator de platină, iar Partea B conține pachetul de reticulant și inhibitor. Aceste două componente sunt depozitate separat pentru a preveni întărirea prematură, măsurate într-un raport de 1:1 de sistemul de dozare al mașinii, amestecate într-un mixer static imediat înainte de injectare și livrate în matriță într-un debit condiționat termic, foarte controlat. Întregul sistem de manipulare și injecție a materialului trebuie menținut la temperaturi cuprinse între 5°C și 25°C pentru a preveni gelificarea prematură, în timp ce matrița funcționează simultan la 150°C până la 220°C pentru a conduce la o întărire completă rapidă. Gestionarea acestui contrast termic în mașină și matriță este provocarea centrală de inginerie a turnării prin injecție LSR.
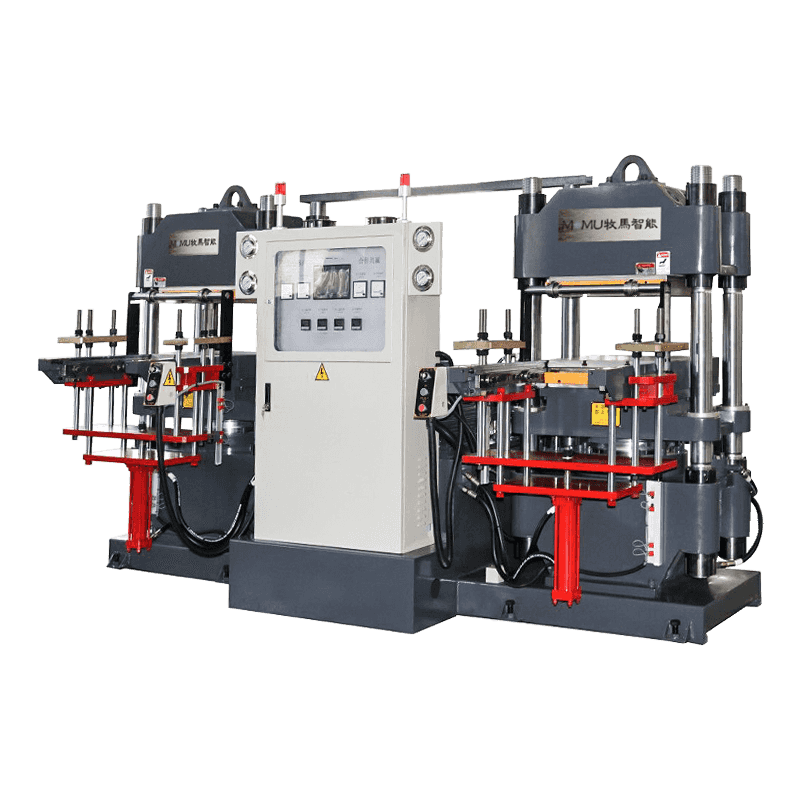
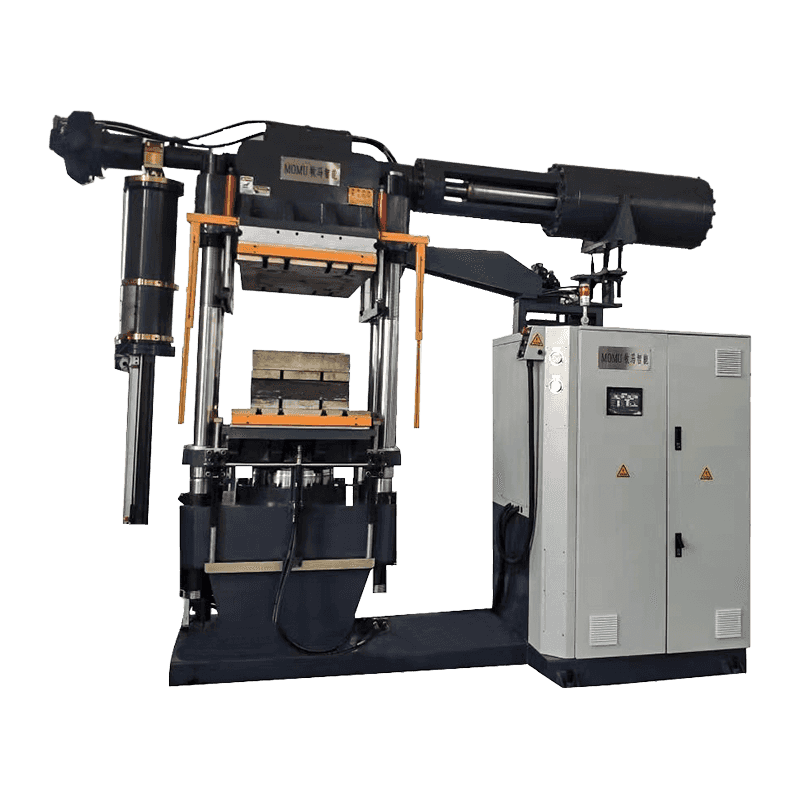
Componentele de bază ale unei mașini de turnat prin injecție LSR
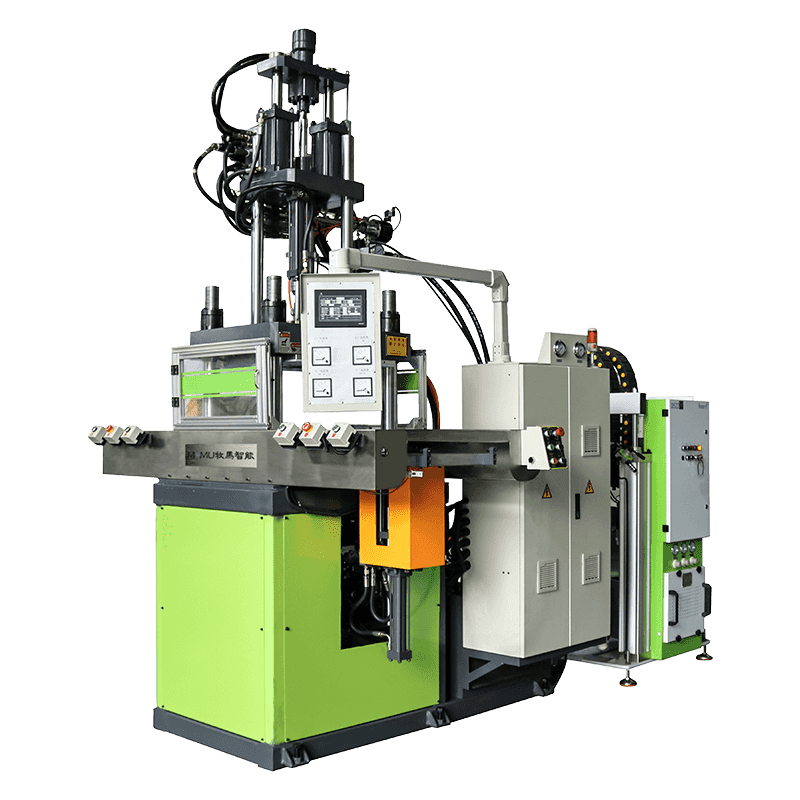
An Mașină de turnat prin injecție LSR este un sistem integrat care cuprinde mai multe subsisteme care trebuie să funcționeze în coordonare precisă pentru a oferi o calitate constantă a pieselor. Spre deosebire de o mașină de injecție termoplastică standard, în care cilindrul și șurubul efectuează plastificarea și injecția, unitatea de injecție a mașinii LSR este special construită pentru a manipula un lichid cu două componente cu vâscozitate scăzută, sensibil termic. Fiecare subsistem joacă un rol specific și nesubstituabil în proces.
Sistem de dozare și dozare din două componente
Sistemul de dozare atrage partea A și partea B din butoaie sau găleți de alimentare folosind plăci de urmărire care mențin presiunea constantă pe suprafața materialului și împiedică antrenarea aerului. Pompele cu angrenaje de precizie sau pompele dozatoare de tip piston furnizează ambele componente simultan la un raport volumetric controlat cu precizie de 1:1, cu precizia raportului menținută de obicei la ±1% pentru a asigura o densitate și duritate finală consecventă. Multe sisteme încorporează, de asemenea, o linie de dozare a pigmenților - un al treilea flux de dozare care introduce în capul de amestecare aditivi funcționali sau masterbatch de culoare la rapoarte programabile, permițând producția multicoloră sau dozată cu aditivi fără prepararea manuală a compusului. Senzorii de presiune și debitmetrele din circuitul de dozare oferă feedback în timp real care declanșează alarme și oprirea mașinii în cazul în care sunt detectate deviații ale raportului sau anomalii de debit.

Sistem de amestecare static și canal rece
După măsurare, cele două componente trec printr-un mixer static de unică folosință - un tub care conține o serie de elemente de amestecare elicoidale care împart și recombină progresiv fluxurile de material până când se obține o amestecare omogenă completă, de obicei în intervalul de 20 până la 40 de elemente de amestecare, în funcție de vâscozitatea compusului și de calitatea amestecului dorită. Compusul amestecat intră apoi în sistemul de canal rece din matriță, care este un colector izolat termic menținut la aceeași temperatură rece ca și cilindrul de injecție - de obicei sub 20 ° C - folosind circuite de răcire cu apă care funcționează independent de controlul temperaturii matriței fierbinți. Canalul rece reține LSR neîntărit între împușcături, prevenind risipa de material și permițând deconectarea automată, deoarece canalul de conductă rece și canalele rămân lichide și sunt retractate odată cu deschiderea matriței, fără a lăsa resturi de canal întărit pentru a tăia sau recicla.
Cilindru de injecție și șurub alternativ
Butoiul de injecție primește compusul LSR amestecat de la galeria de rulare rece și folosește un șurub alternativ cu compresie scăzută pentru a acumula o cantitate de material și a-l injecta în cavitățile matriței. Spre deosebire de șuruburile termoplastice, care sunt concepute pentru a genera căldură prin forfecare, șuruburile de injecție LSR au rapoarte de compresie foarte scăzute (de obicei 1:1 până la 1,2:1) și sunt concepute pentru a transporta materialul cu încălzire minimă prin forfecare pentru a evita declanșarea întăririi premature în butoi. Întregul ansamblu de butoi este îmbrăcat cu răcire cu apă pentru a menține temperatura materialului sub pragul de activare al catalizatorului de platină. Precizia dimensiunii împușcăturii este critică în turnarea LSR, deoarece materialul are vâscozitate foarte scăzută și va clipi chiar și prin goluri mici dacă volumul împușcăturii depășește volumul cavității - presiunea tipică de injecție pentru LSR variază de la 100 la 250 bar, considerabil mai mică decât presiunile de injecție termoplastice.
Principii de proiectare a matrițelor specifice procesării LSR
Proiectarea matriței LSR urmează principii care sunt, în multe privințe, inversul proiectării matriței termoplastice. Deoarece LSR se contractă ușor la întărire (în mod obișnuit 2-4% contracție liniară în funcție de compus și condițiile de întărire) și are o vâscozitate extrem de scăzută în starea sa neîntărită, matrița trebuie proiectată cu toleranțe mai strânse la linia de despărțire, strategii de aerisire mai agresive și o arhitectură termică care promovează întărirea rapidă și uniformă în întreaga cavitate. Construcția matriței utilizează în mod obișnuit oțel de scule întărit la gradul P20 sau H13, cu suprafețe cu cavități lustruite până la Ra 0,05 µm sau mai bine pentru a obține finisajul de suprafață necesar pentru piesele LSR medicale, optice sau de consum.
Toleranțe pe linia de despărțire și prevenirea fulgerului
Vâscozitatea scăzută a LSR - de obicei 50.000 până la 300.000 mPa·s la temperatura de injecție - înseamnă că va pătrunde în goluri de până la 0,004 mm la presiunea de injecție, producând flash care este extrem de subțire, dificil de tăiat și inacceptabil în aplicații de precizie. Suprafețele liniei de despărțire trebuie să fie măcinate plane până la 0,005 mm pe suprafața matriței, iar forța de strângere trebuie să fie suficientă pentru a menține linia de despărțire închisă împotriva presiunii din cavitate pe toată durata injecției și întăririi. Forța de strângere necesară este calculată pe baza zonei proiectate a piesei și a presiunii de vârf în cavitate, cu un factor de siguranță tipic de 1,5 până la 2 aplicat. Pentru o matriță LSR cu mai multe cavități care produce componente medicale mici, forțele de strângere de 50 până la 150 de tone sunt obișnuite chiar și pentru mașinile cu dimensiuni modeste.
Strategia de ventilație pentru evacuarea aerului
Aerul prins în cavitățile matriței LSR nu poate scăpa prin material, așa cum se întâmplă în unele procese termoplastice în care gazul este absorbit în topitură. Aerul prins în LSR produce goluri, umplere incompletă și defecte de suprafață care sunt deosebit de vizibile în compușii LSR transparente sau translucizi. Două strategii de aerisire sunt utilizate în proiectarea matriței LSR: aerisire pasivă prin orificii de aerisire a liniilor de despărțire a solului de precizie de 0,003 până la 0,005 mm adâncime plasate în locurile de ultima umplere și ventilație activă în vid în care o pompă de vid evacuează cavitățile închise ale matriței prin canale de aerisire dedicate imediat înainte de injectare. Turnarea LSR asistată de vid este obligatorie pentru piese cu geometrie complexă, pereți subțiri sub 0,5 mm sau aplicații în care conținutul de goluri zero este o cerință de calitate, ca în componentele medicale implantabile.
Proiectare termică și amenajarea sistemului de încălzire
Temperatura uniformă a matriței este esențială pentru o rată constantă de întărire în toate cavitățile, în special în sculele cu mai multe cavități, unde variația de temperatură între cavități produce piese cu duritate, contracție și proprietăți mecanice diferite. Cartușele de încălzire electrice sunt cea mai comună metodă de încălzire pentru matrițele LSR, instalate în modele localizate cu precizie care ating uniformitatea temperaturii în ±3°C pe suprafața cavității atunci când sunt măsurate în condiții de producție în stare de echilibru. Controloarele de temperatură a matriței dedicate sarcinii LSR mențin precizia punctului de referință de ±1°C și răspund rapid la extracția de căldură cauzată de injectarea LSR rece pe suprafața fierbinte a matriței în fiecare ciclu. Amplasarea termocuplului la 5 mm de suprafața cavității – mai degrabă decât în baza matriței – oferă un feedback mai reprezentativ al temperaturii cavității și un control mai strict.
Parametrii cheie ai procesului și efectul lor asupra calității pieselor
Controlul procesului de turnare prin injecție LSR pentru a produce piese consistente, fără defecte, necesită înțelegerea modului în care fiecare parametru de proces influențează rezultatul final. Următorul tabel rezumă parametrii critici, intervalele lor tipice de funcționare și atributele de calitate pe care le afectează în principal:
| Parametru | Gama tipică | Efect de calitate primară |
| Temperatura matriței | 150–220°C | Întărirea completă, durata ciclului, contracția |
| Viteza de injectare | Viteza șurubului 10–80 mm/s | Balanța de umplere, blocarea aerului, riscul de flash |
| Presiune de injecție | 100-250 bar | Umplerea cavității, linia de despărțire flash |
| Timp de vindecare | 15-90 de secunde | Proprietăți mecanice, rupere parțială |
| Temperatura materialului (butoi) | 5–25°C | Durata de viață la oală, prevenirea gelificării premature |
| Raport de dozare (A:B) | 1:1 ± 1% | Duritate, densitate de reticulare, set de compresie |
Timpul de întărire este deosebit de influent deoarece piesele LSR subîntărite se rupe în timpul demulării, în timp ce supraîntărirea semnificativă pierde timpul ciclului fără a îmbunătăți semnificativ proprietățile mecanice odată ce este atinsă densitatea de reticulare completă. Timpul minim de întărire pentru o anumită temperatură a matriței este stabilit printr-un studiu de întărire în care piesele sunt deformate la intervale progresiv mai scurte și testate pentru rezistența la rupere și fixarea la compresie până când este identificat timpul minim acceptabil de întărire. În producție, la timpul minim de întărire se adaugă o marjă de siguranță de 10-15% pentru a ține cont de variația normală a procesului.
Proiectarea pieselor LSR pentru modelabilitate și performanță
Proiectarea pieselor pentru turnarea prin injecție LSR necesită luarea în considerare a combinației unice a materialului de elasticitate ridicată, modul scăzut și contracție semnificativă la întărire. Câteva reguli de proiectare se aplică în mod specific LSR, care diferă atât de liniile directoare de proiectare ale cauciucului siliconic, cât și din material termoplastic turnat prin compresie:
- Uniformitatea grosimii peretelui: LSR curge cu ușurință în secțiuni subțiri, dar grosimea foarte neuniformă a peretelui produce rate de întărire diferențiate și tensiuni reziduale care cauzează deformarea după deformare. Menținerea variației grosimii peretelui într-un raport de maxim 3:1 – și în mod ideal de 2:1 – în întreaga piesă minimizează acest efect. Tranzițiile între secțiunile groase și cele subțiri ar trebui să fie treptate cu rază, mai degrabă decât trepte abrupte.
- Unghiuri de tragere pentru demulare: Deși elasticitatea ridicată a LSR înseamnă că poate fi întins peste tăieturi și scos din matriță, unghiurile de tragere de 3° până la 5° pe pereții interiori reduc forța de demulare necesară și prelungesc durata de viață a matriței. Pentru suprafețele texturate sau lipite, se recomandă unghiuri de tiraj mai mari de 5° până la 10° pentru a preveni ruperea texturii suprafeței în timpul ejectării pieselor.
- Locația și dimensiunea porții: Porțile LSR ar trebui să fie amplasate la cea mai groasă secțiune transversală a piesei pentru a permite materialului să curgă de la gros la subțire, reducând riscul de lovituri scurte în caracteristicile fine. Porțile de tunel și porțile cu știfturi se auto-depuie curat în LSR datorită recuperării elastice a materialului, făcându-le preferate față de porțile de margine care lasă urme martor care necesită tăiere manuală.
- Compensarea contracției în dimensiunile cavității: LSR se contractă liniar cu 2–4% după demulare și post-întărire, iar dimensiunile cavității trebuie mărite cu contracția așteptată pentru a atinge dimensiunile piesei țintă. Contracția variază în funcție de durometrul compusului, temperatura de întărire și geometria piesei, astfel încât încercările inițiale ale sculei sunt esențiale pentru a calibra contracția reală pentru fiecare compus specific și design de matriță înainte de finalizarea sculei.
Defecte comune în turnarea LSR și cauzele lor fundamentale
Chiar și cu matrițe bine proiectate și mașini configurate corespunzător, turnarea prin injecție LSR este susceptibilă la un set de defecte recurente care necesită diagnosticare sistematică și ajustare a procesului pentru a fi rezolvate. Identificarea cauzei fundamentale a fiecărui defect - indiferent dacă se află în mașină, matriță, material sau parametrii procesului - este esențială pentru implementarea unei acțiuni corective eficiente, mai degrabă decât mascarea simptomului cu modificări compensatorii ale parametrilor.
- Flash: Cel mai frecvent defect LSR, cauzat de presiunea de injecție excesivă, forța de strângere insuficientă, suprafețele liniei de despărțire uzate sau în afara toleranței sau deformarea matriței sub presiunea cavității. Acțiunile corective includ verificarea adecvării forței de strângere, re-șlefuirea suprafețelor liniei de despărțire, reducerea vitezei de injecție și a presiunii și verificarea planeității plăcii de matriță și a stării stâlpilor de susținere.
- Fotografii scurte și umplere incompletă: Cauzat de volum insuficient de împușcare, orificii de ventilație blocate, captarea aerului sau material care s-a gelificat parțial în țeavă sau canal rece din cauza variației de temperatură. Verificarea și curățarea canalelor de aerisire, verificarea temperaturii cilindrului și a canalului rece și creșterea ușoară a volumului de împușcare sunt primii pași de diagnosticare.
- Rupere în timpul demolării: Indică subîntărire din cauza timpului de întărire insuficient sau a temperaturii scăzute a matriței. Prelungirea timpului de repaus sau creșterea temperaturii matriței cu 5–10°C rezolvă majoritatea problemelor de rupere. Ruperea persistentă pe geometria complexă poate indica o problemă de proiectare a matriței în care geometria piesei creează concentrații de tensiuni în timpul ejectării care necesită modificarea designului.
- Variația durității între cavități: Cauzat de temperatura neuniformă a matriței de-a lungul plăcii cavitate, care produce rate diferite de întărire în diferite cavități. Maparea termocuplului a suprafeței matriței în timpul producției identifică zonele calde și reci, iar ajustările de amplasare a încălzitorului sau de distribuție a energiei sunt efectuate pentru a obține uniformitatea termică în cadrul specificațiilor.