Ce este o mașină de turnat prin comprimare a cauciucului?
A mașină de turnat prin compresie de cauciuc este o presă hidraulică special concepută pentru a modela compușii de cauciuc prin aplicarea de căldură și presiune controlată într-o cavitate închisă a matriței. Spre deosebire de turnarea prin injecție, în care materialul este forțat într-o matriță printr-un sistem de rulare, turnarea prin compresie plasează o încărcătură de cauciuc pre-măsurată - numită preformă - direct în cavitatea deschisă a matriței. Presa închide apoi matrița sub presiune hidraulică ridicată, în timp ce aplică simultan căldură, determinând curgerea cauciucului, umplerea cavității și vulcanizarea într-o formă permanentă, solidă. Rezultatul este o componentă de cauciuc finisată care reproduce cu precizie geometria matriței.
Aceste mașini sunt fundamentale pentru industriile care se bazează pe componente de cauciuc de precizie: sisteme de etanșare pentru automobile, garnituri industriale, amortizoare de vibrații aerospațiale, componente pentru dispozitive medicale, tălpi de încălțăminte și bunuri de larg consum. Procesul de turnare prin compresie este apreciat pentru simplitate, costul relativ scăzut al sculelor în comparație cu turnarea prin injecție și adecvarea sa pentru o gamă largă de compuși de cauciuc, inclusiv cauciuc natural, silicon, EPDM, neopren, nitril (NBR) și fluoroelastomeri (FKM). Mașina în sine este mediul controlat care face posibilă vulcanizarea consistentă și repetabilă la scară de producție.
Principiul de bază de lucru: căldură, presiune și vulcanizare
Principiul de funcționare al unei mașini de turnat prin compresie a cauciucului se învârte în jurul a trei variabile interdependente: temperatură, presiune și timpul de întărire. Împreună, acestea determină dacă o piesă de cauciuc turnată îndeplinește specificațiile fizice intenționate sau nu eșuează din cauza subîntăririi, supraîntăririi sau inexactității dimensionale.
Matrița - de obicei prelucrată din oțel întărit sau aluminiu - este montată între plăcile superioare și inferioare ale presei hidraulice. Elementele electrice de încălzire sau circuitele de abur încorporate în plăci transferă căldura prin matriță către sarcina de cauciuc. Pe măsură ce cauciucul se încălzește, se înmoaie și devine flexibil, apoi curge sub presiunea de închidere a presei pentru a umple fiecare contur al cavității. Simultan, căldura activează agenții de vulcanizare (de obicei compuși de sulf sau peroxizi) din compusul de cauciuc, declanșând reticulare a lanțurilor polimerice. Această reticulare este cea care transformă cauciucul brut moale, asemănător termoplasticului, într-o componentă elastică, stabilă dimensional, cu formă permanentă.
Menținerea uniformității precise a temperaturii pe întreaga suprafață a plăcii este esențială. Distribuția neuniformă a căldurii duce la rate de întărire diferențiate într-o singură matriță, producând piese cu duritate inconsecventă, defecte de suprafață sau goluri interne. Mașinile moderne de turnat prin compresie folosesc regulatoare de temperatură PID (proporțional-integral-derivat) pentru a menține temperaturile plăcilor cu ±1°C față de punctul de referință pe tot parcursul ciclului de producție.

Principalele tipuri de mașini de turnat prin comprimare a cauciucului
Mașinile de turnat prin compresie din cauciuc sunt disponibile în mai multe configurații, fiecare potrivită pentru diferite medii de producție, dimensiuni ale pieselor și niveluri de automatizare.
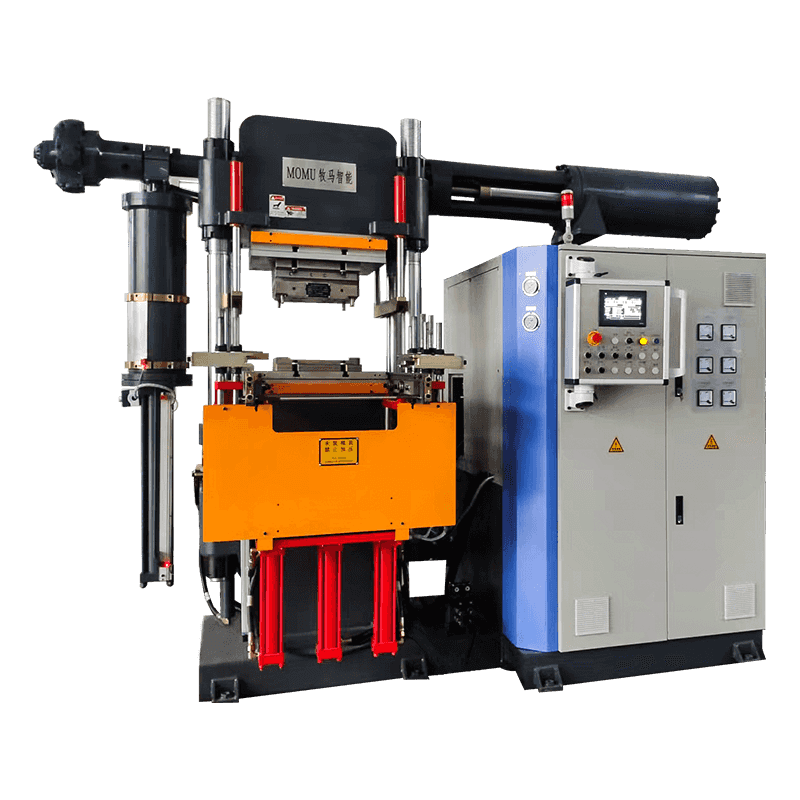
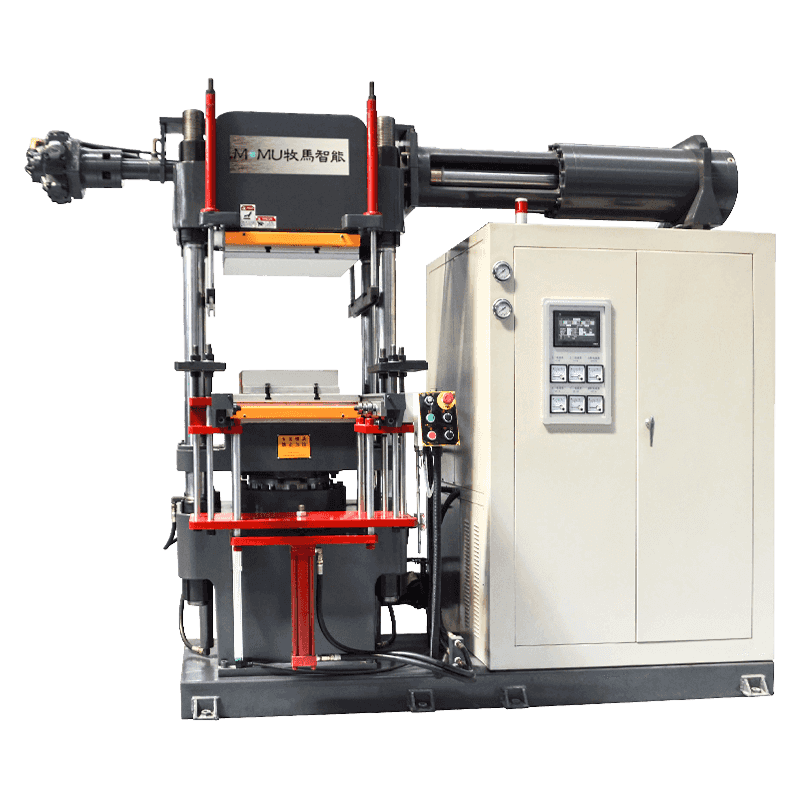
Presă cu o singură lumină de zi
Presa cu o singură lumină de zi are o deschidere între placa superioară și cea inferioară, găzduind o singură matriță la un moment dat. Aceasta este cea mai comună configurație pentru serii de producție mici spre medii și pentru turnarea componentelor individuale relativ mari. Oferă operare simplă, schimbare ușoară a matriței și acces direct operatorului la matriță pentru încărcarea preformelor și îndepărtarea pieselor. Presele pentru o singură zi sunt disponibile cu forțe de strângere variind de la 50 de tone la peste 1.000 de tone, în funcție de aplicație.
Presă cu mai multe zile
Presele multi-lumină încorporează mai multe plăci încălzite stivuite vertical, creând mai multe deschideri de matriță - sau lumini de zi - care funcționează simultan într-o singură cursă de presă. Această configurație mărește dramatic producția pe ciclu fără a necesita spațiu suplimentar pe podea sau prese separate. O presă de patru zile, depășește efectiv de patru ori numărul de cavități de matriță active în fiecare ciclu de producție, făcând-o foarte eficientă pentru producția de volum mare de piese de cauciuc mici și medii, cum ar fi garnituri, inele O, suporturi de vibrații și coloane.
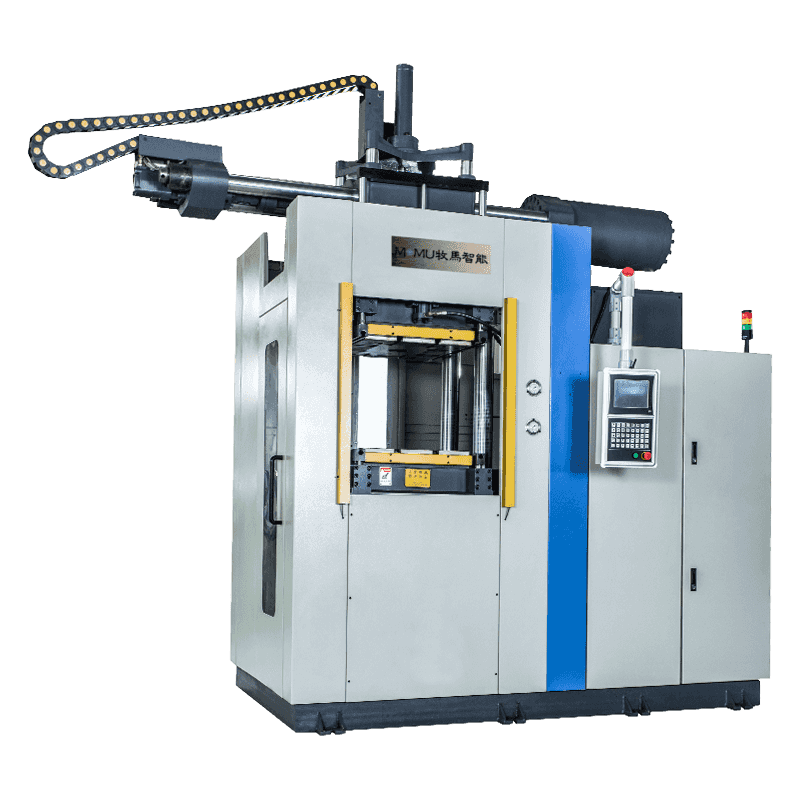
Presă cu masă rotativă sau navetă
Presele cu masă rotativă și cu navetă sunt concepute pentru a îmbunătăți ergonomia operatorului și eficiența ciclului prin separarea zonei de încărcare și descărcare de zona de presare. O plată rotativă sau o navetă culisantă mută matrițele în și din presă automat sau semi-automat, permițând operatorului să încarce preforme și să îndepărteze piesele finite la o stație sigură și accesibilă, în timp ce presa își finalizează ciclul de întărire. Acest design este deosebit de eficient în mediile de producție cu cadență mare, unde reducerea timpului deschis neproductiv este o prioritate.
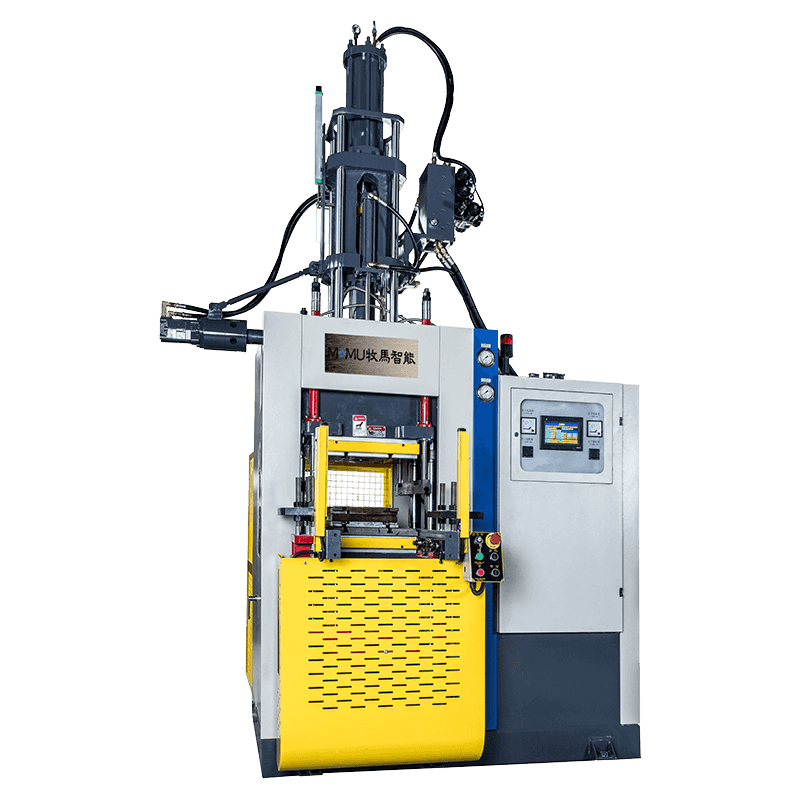
Presă de turnare prin compresie în vid
Pentru aplicațiile care necesită piese din cauciuc fără goluri, de înaltă integritate - cum ar fi componente medicale din silicon, etanșări aerospațiale sau izolatori electrici de înaltă tensiune - presele de turnare prin compresie în vid evacuează aerul din cavitatea matriței înainte și în timpul ciclului de presare. Aerul rezidual prins în matriță poate cauza porozitate, umplere incompletă și pete de suprafață care sunt inacceptabile în aplicații critice. Sistemul de vid elimină acest aer înainte ca cauciucul să curgă și să se vulcanizeze, asigurând piese dense, fără defecte, care îndeplinesc standarde de calitate stricte.
Specificațiile tehnice cheie explicate
Selectarea mașinii potrivite de turnat prin compresie a cauciucului necesită o înțelegere clară a specificațiilor tehnice care îi definesc capacitățile. Următorii parametri sunt cei mai critici de evaluat:
| Caietul de sarcini | Gama tipică | De ce contează |
| Forța de prindere | 50 – 2.000 tone | Determină presiunea în cavitatea mucegaiului și controlul fulgerului |
| Dimensiunea platanului | 200×200mm – 1500×1500mm | Setează amprenta maximă a mucegaiului și numărul de cavități |
| Interval de temperatură | 100°C – 250°C | Trebuie să corespundă cerințelor de vulcanizare compusă |
| Deschidere la lumina zilei | 200 mm - 800 mm | Trebuie să se adapteze la înălțimea matriței plus spațiul de încărcare sigur |
| Uniformitatea temperaturii | ±1°C – ±3°C | Esențial pentru o întărire consistentă pe suprafața completă a plăcii |
| Sistem de control | HMI cu ecran tactil PLC | Permite stocarea rețetelor, monitorizarea procesului, gestionarea alarmelor |
Forța de prindere este probabil cea mai fundamentală specificație. Trebuie să fie suficient să se mențină matrița complet închisă împotriva presiunii interne generate de compusul de cauciuc, deoarece se înmoaie și se extinde în timpul încălzirii. Forța de strângere insuficientă permite matriței să respire deschis, provocând fulgerare excesivă - aripioare subțiri de cauciuc la linia de despărțire - care necesită o tăiere intensivă după matriță și crește risipa de material.
Compuși de cauciuc potriviți pentru turnarea prin compresie
Nu toți compușii de cauciuc sunt la fel de potriviți pentru turnarea prin compresie, iar mașina trebuie configurată corespunzător pentru materialul procesat. Compușii cel mai des procesați includ:
- Cauciuc natural (NR): Proprietăți mecanice excelente și elasticitate; utilizat pe scară largă în aplicații industriale și auto; vulcanizează ușor la 150–170°C.
- Silicon (VMQ/HCR): Rezistență remarcabilă la temperatură (-60°C până la 230°C), biocompatibilitate și rezistență la intemperii; necesită un control precis al temperaturii de obicei în intervalul 160-180°C; utilizat pe scară largă în aplicații medicale și de contact alimentar.
- EPDM: Rezistență excelentă la ozon, UV și intemperii; utilizate în mod obișnuit pentru etanșări exterioare, garnituri și profile de acoperiș; de obicei turnat la 160–180°C.
- Nitril (NBR): Rezistență superioară la ulei și combustibil; materialul standard pentru etanșările de ulei auto, componentele sistemului de combustibil și etanșările hidraulice; turnat la 150–170°C.
- Fluoroelastomer (FKM/Viton): Rezistență excepțională la căldură, substanțe chimice și combustibili; utilizat în aplicații solicitante de prelucrare aerospațială, auto și chimică; necesită temperaturi mai mari de turnare de 175–200°C și cicluri de întărire mai lungi.
- Neopren (CR): Echilibru bun între rezistența la ulei și rezistența la intemperii; utilizat pentru furtunuri, curele și mantale pentru cabluri; turnat la 150–170°C.
Funcții de automatizare și control în mașinile moderne
Mașinile moderne de turnat prin compresie de cauciuc au evoluat mult dincolo de simplele prese hidraulice cu comenzi manuale. Mașinile de astăzi încorporează funcții sofisticate de automatizare și control digital care îmbunătățesc consistența procesului, reduc dependența operatorului și permit integrarea în sisteme mai largi de management al fabricii.
Controlul proceselor bazat pe PLC
Controlerele logice programabile (PLC) gestionează întregul ciclu de presare - viteza de închidere, creșterea presiunii, timpul de întărire, secvența de deschidere și ejectare - pe baza rețetelor stocate. Fiecare combinație de compus de cauciuc și matriță poate avea propriul program stocat, permițând operatorilor să schimbe produsele prin simpla selectare a rețetei corespunzătoare pe ecranul tactil HMI, mai degrabă decât resetarea manuală a parametrilor. Controlul bazat pe rețete elimină erorile de configurare și asigură că fiecare rulare de producție începe de la o linie de bază validată.
Dezvăluirea și degazarea automată
Multe mașini includ secvențe de degazare programabile - deschideri scurte controlate ale presei în timpul etapei incipiente a ciclului de întărire - care permit aerului prins și substanțelor volatile să scape din matriță înainte de închiderea finală și uscarea completă. Acest lucru este deosebit de important pentru piesele groase sau complexe unde porozitatea internă este un defect comun. Unele prese integrează, de asemenea, brațe robotizate sau unelte mecanice de descuare care îndepărtează blitz-ul de pe piese imediat după demulare, reducând munca manuală de finisare.
Înregistrarea datelor și trasabilitatea calității
Presele industriale de compresie includ tot mai mult capabilități de înregistrare a datelor care înregistrează temperatura, presiunea, timpul ciclului și evenimentele de alarmă pentru fiecare ciclu de producție. Această trasabilitate este esențială în industriile reglementate, cum ar fi dispozitivele medicale și aerospațiale, unde înregistrările de producție trebuie păstrate și auditabile. Tablourile de bord de monitorizare în timp real permit supraveghetorilor de producție să urmărească performanța mașinii pe mai multe prese simultan și să identifice abaterile înainte ca acestea să conducă la loturi defecte.
Cum să alegeți mașina potrivită pentru aplicația dvs
Selectarea unei mașini de turnat prin compresie a cauciucului este o decizie cu mai multe variabile care ar trebui să fie determinată de cerințele specifice ale produsului, volumele de producție și tipurile de materiale, mai degrabă decât de costul mașinii. Luați în considerare în mod sistematic următoarele considerații:
- Definiți geometria piesei și dimensiunea matriței: Dimensiunile plăcilor trebuie să se potrivească confortabil matriței dvs. cu spațiu liber pe toate părțile. Pentru matrițe cu mai multe cavități, calculați suprafața totală proiectată pentru a determina forța minimă de strângere necesară.
- Identificați compusul dvs. de cauciuc: Confirmați intervalul de temperatură de vulcanizare și timpul de întărire pentru compusul dvs. Asigurați-vă că sistemul de încălzire al mașinii poate atinge și menține acea temperatură pe întregul platan, cu uniformitatea necesară pentru standardele dumneavoastră de calitate.
- Evaluarea volumului de producție: Producția în volum mare de piese mici beneficiază de configurații cu mai multe lumini de zi sau de automatizarea mesei rotative. Volumul mic până la mediu de piese mari sau complexe se potrivește de obicei cu o presă de o singură zi cu control PLC bazat pe rețete.
- Luați în considerare cerințele de calitate: Aplicațiile care solicită piese fără goluri — medicale, aerospațiale, electrice de înaltă tensiune — necesită presare asistată de vid. Factorizați integrarea sistemului de vid în specificațiile și bugetul dvs. încă de la început.
- Evaluați suportul post-vânzare: Mașinile de compresie din cauciuc necesită întreținere periodică a sistemelor hidraulice, a elementelor de încălzire și a componentelor de control. Alegerea unui furnizor cu suport tehnic accesibil, piese de schimb disponibile și capacitate de service local vă protejează investiția în timpul de funcționare a producției pe durata de viață a mașinii.
O mașină de turnat prin compresie de cauciuc este o investiție de capital pe termen lung a cărei rentabilitate depinde în întregime de potrivirea capacităților sale la cerințele procesului dumneavoastră de producție. Alocarea timpului pentru a-l specifica corect – în loc să utilizați implicit opțiunea cu cel mai mic cost – oferă în mod constant o calitate mai bună a pieselor, rate mai mici de deșeuri și un randament mai fiabil pe durata de viață a mașinii.