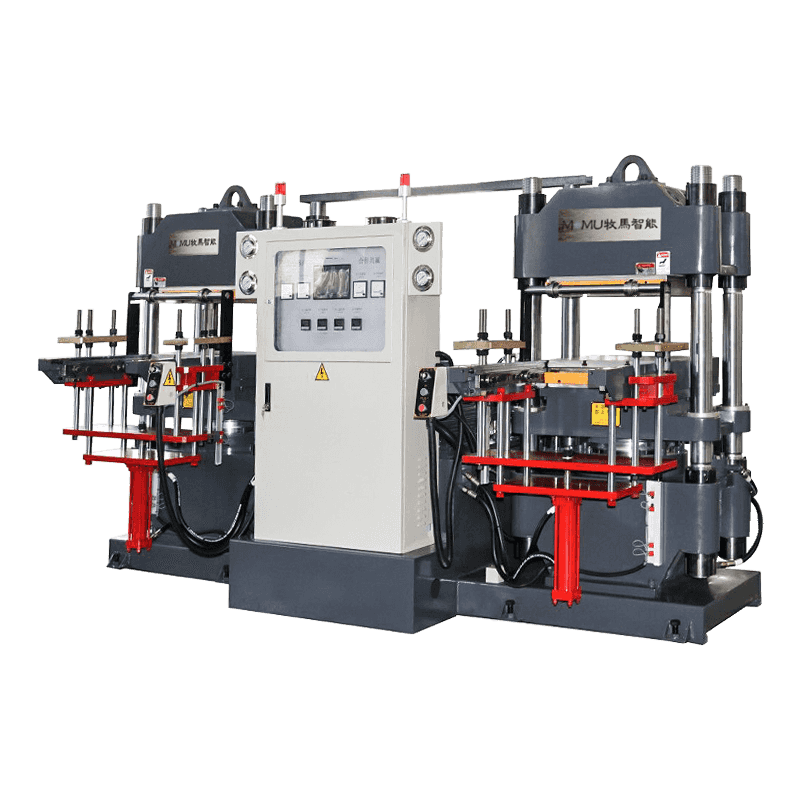
Ce este o mașină de prindere a matriței din silicon lichid?
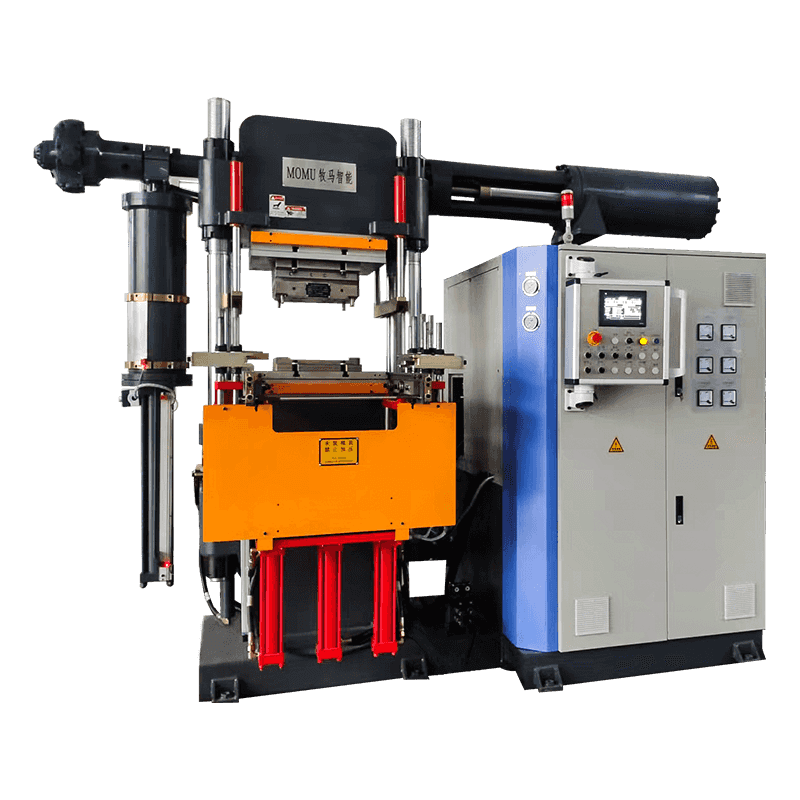
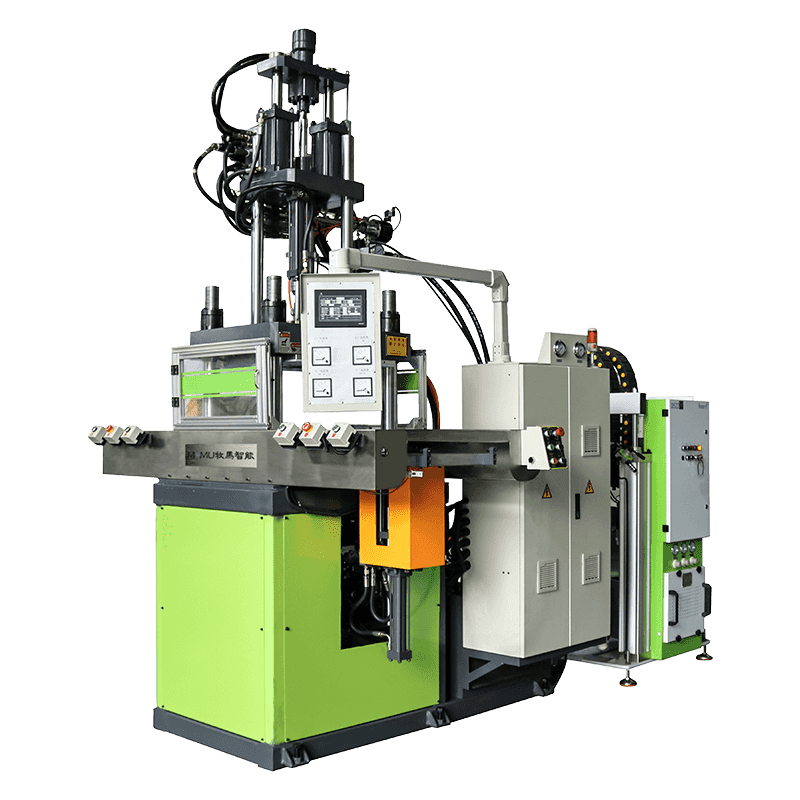
A mașină de prindere a matriței din silicon lichid este un sistem specializat de turnare prin injecție conceput special pentru prelucrarea cauciucului siliconic lichid (LSR). Spre deosebire de mașinile de turnat prin injecție termoplastice convenționale, mașinile de prindere LSR sunt proiectate pentru a gestiona proprietățile reologice și termice unice ale siliconului lichid - un material cu două componente care rămâne fluid la temperatura camerei și se vulcanizează (se întărește) atunci când este expus la căldură în interiorul unei matrițe închise. Mașina prinde jumătățile de matriță împreună sub presiune controlată cu precizie, injectează compusul LSR amestecat în cavitatea matriței, aplică căldură pentru a declanșa întărirea și apoi se deschide pentru a elibera piesa finită.
Aceste mașini sunt utilizate pe scară largă în producția de dispozitive medicale, componente auto, electronice de larg consum, produse pentru copii și aplicații industriale de etanșare. Capacitatea lor de a produce piese de silicon de înaltă precizie, fără flash-uri, în volume mari, cu deșeuri minime, le face o piesă esențială de echipament oriunde sunt necesare componente LSR la scară de producție.
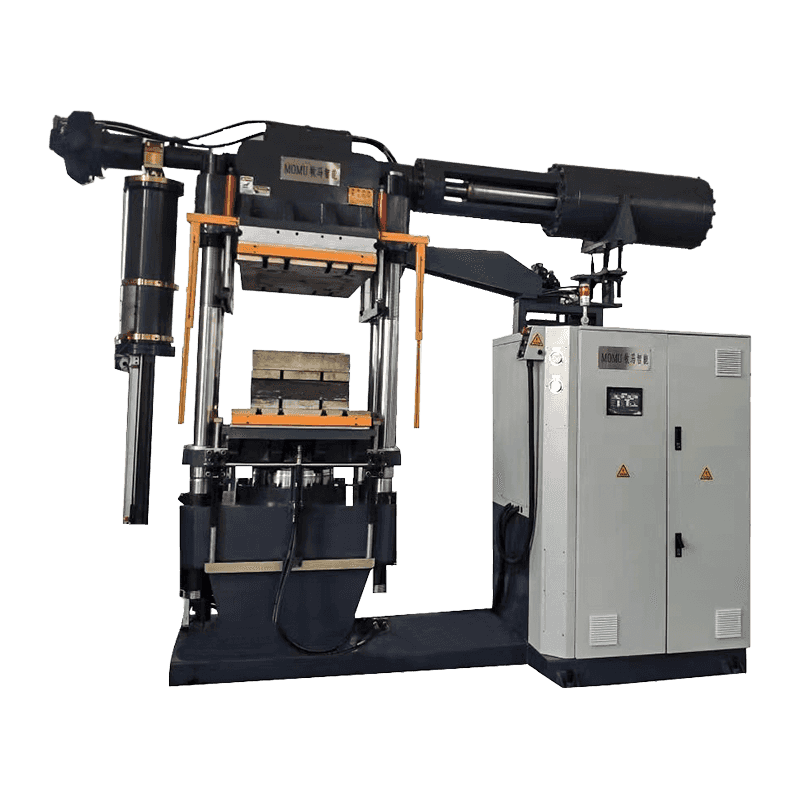
Cum funcționează sistemul de prindere a matriței în procesarea LSR
Unitatea de prindere a matriței este miezul structural al oricărei mașini de turnat prin injecție cu silicon lichid. Funcția sa principală este de a ține cele două jumătăți ale matriței împreună cu o forță suficientă pentru a rezista la presiunea de injecție aplicată în timpul umplerii materialului. În turnarea LSR, presiunea de injecție este de obicei mai mică decât în turnarea termoplastică, dar sistemul de strângere joacă în continuare un rol critic în asigurarea unei cavități de matriță perfect etanșe, care împiedică flash-ul - pelicula subțire de material în exces care se formează la liniile de despărțire atunci când forța de strângere este insuficientă.
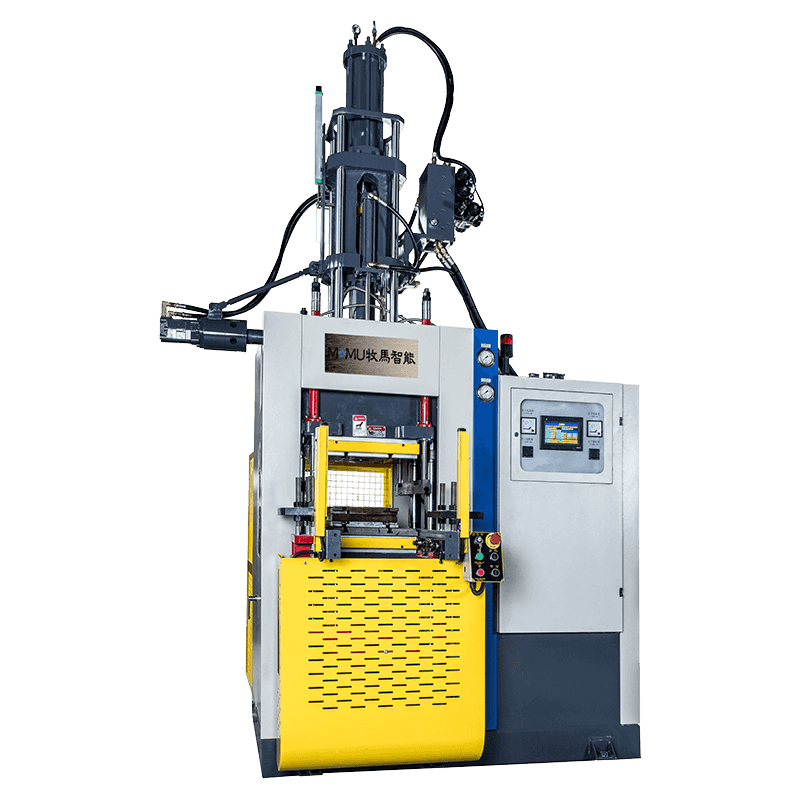
Majoritatea mașinilor de prindere a matrițelor din silicon lichid utilizează un mecanism de strângere hidraulic sau servo-electric. Sistemul de comutare înmulțește forța generată de cilindrul hidraulic sau servomotorul printr-o legătură mecanică, realizând un tonaj de strângere foarte mare cu componentele de acționare relativ compacte. În timpul injectării, sistemul de prindere blochează matrița într-o poziție închisă, menținând o presiune constantă pe tot parcursul ciclului de umplere și întărire. Odată ce vulcanizarea este completă, clema se deschide și un sistem de ejecție - de obicei pneumatic sau mecanic - eliberează piesa finită din cavitatea matriței.
Deoarece LSR trebuie ținut la rece în butoi și în sistemul de injecție (pentru a preveni întărirea prematură) în timp ce matrița în sine este încălzită pentru a declanșa vulcanizarea, unitatea de prindere trebuie să găzduiască o configurație de matriță izolată termic. Plăcile de izolație sunt de obicei instalate între matriță și plăcile mașinii pentru a preveni transferul de căldură de la matrița încălzită la structura mașinii, protejând componentele și menținând eficiența energetică.
Specificații tehnice cheie de evaluat
Selectarea corectă a mașinii de prindere a matriței de silicon lichid necesită o atenție deosebită la o serie de parametri tehnici. Fiecare specificație are un impact direct asupra calității pieselor turnate, a duratei ciclului și a gamei de matrițe și produse pe care mașina le poate găzdui.
Specificații principale ale mașinii
| Caietul de sarcini | Interval tipic / Descriere |
| Forța de prindere | 50 kN până la 10.000 kN (5 până la 1.000 de tone) |
| Dimensiunea platanului | Variază în funcție de tonajul mașinii; trebuie să se potrivească dimensiunilor matriței |
| Interval de temperatură a matriței | 150°C până la 220°C (302°F până la 428°F) |
| Tip unitate de injecție | Sistem dedicat pompei de dozare LSR (componente A B) |
| Temperatura butoiului | Răcită la 5°C–15°C pentru a preveni vindecarea prematură |
| Sistem de control | PLC cu ecran tactil HMI; parametrii ciclului programabili |
| Spațierea barelor de legătură | Definește lățimea maximă a matriței care poate fi instalată |
| Deschidere la lumina zilei | Distanța maximă dintre plăci când este deschisă |
Forța de prindere este printre cei mai critici parametri. Trebuie să fie suficient să se mențină matrița etanșată împotriva presiunii de injecție fără supra-prindere, ceea ce poate deteriora suprafețele de despărțire a matriței în timp. Calcularea forței de strângere necesare implică înmulțirea ariei proiectate a cavităților matriței cu presiunea din cavitate și adăugarea unei marje de siguranță de 10-20% pentru a ține cont de variația procesului.
Sistemul de dozare și injecție LSR
Spre deosebire de turnarea prin injecție termoplastică în care o singură rășină este topită și injectată, procesarea LSR necesită un sistem de dozare cu două componente care măsoară și amestecă cu precizie compusul siliconic de bază (componenta A) și catalizatorul de platină (componenta B) într-un raport de 1:1 înainte de injectare. Mașina de prindere a matriței din silicon lichid este de obicei asociată cu o unitate de pompă de dozare LSR dedicată care extrage din tamburi de alimentare, măsoară ambele componente prin pompe cu angrenaje sau pompe cu piston, le amestecă printr-un mixer static și livrează compusul amestecat în cilindrul de injecție.
Butoiul de injecție și șurubul sunt răcite cu apă sau controlate cu temperatură pentru a menține LSR-ul la o temperatură scăzută - de obicei între 5°C și 15°C - prevenind vulcanizarea prematură a sistemului de alimentare. Designul șuruburilor pentru LSR diferă de șuruburile termoplastice standard; are de obicei un raport de compresie mai mic și nici un inel de control, deoarece LSR nu necesită plastifiare în același mod și curge ușor sub forfecare scăzută. Injecția este controlată prin dozare volumetrică precisă, mai degrabă decât prin dozare cu șuruburi, asigurând consistența de la lovitură la alta.

Sistemele de injectare a pigmentului sunt adesea integrate în unitatea de dozare, permițând introducerea culorii în cantități precise direct în fluxul de material pentru produsele LSR colorate, fără a contamina tamburele de alimentare în vrac.
Cerințe de proiectare a matriței pentru mașinile de prindere LSR
Matrița utilizată într-o mașină de prindere a matrițelor din silicon lichid are mai multe cerințe de proiectare care diferă semnificativ de matrițele termoplastice. Deoarece LSR are o vâscozitate foarte scăzută și curge cu ușurință sub presiune, matrița trebuie prelucrată la toleranțe extrem de strânse la linia de despărțire - de obicei, la 0,005 mm - pentru a preveni formarea flash. Chiar și golurile minore de la suprafața de despărțire permit LSR să treacă, producând filme subțiri de silicon care trebuie îndepărtate manual și care reduc calitatea și randamentul piesei.
Caracteristici critice de proiectare a matriței LSR
- Sisteme Cold Runner: Formele LSR folosesc frecvent sisteme de canal rece sau sisteme de canal rece cu supapă pentru a elimina deșeurile de canalizare și canal, deoarece canalele LSR nu pot fi remăcinate și reutilizate odată întărite.
- Aerisire cu vid: Sistemele de vid sunt integrate pentru a evacua aerul din cavitatea matriței înainte de injectare, prevenind captarea aerului care ar cauza goluri sau umplerea incompletă a pieselor de precizie.
- Încălzire uniformă a matriței: Elementele electrice de încălzire sau canalele de încălzire pe bază de ulei trebuie să fie distribuite uniform în matriță pentru a asigura o întărire consecventă în toate cavitățile uneltelor cu mai multe cavități.
- Plăci termoizolante: Instalat între baza matriței și plăcile mașinii pentru a minimiza pierderile de căldură către structura mașinii și pentru a reduce consumul de energie în timpul producției.
- Sisteme de demolare: Deoarece siliconul întărit este flexibil și aderent, matrițele trebuie să încorporeze dispoziții eficiente ale știfturilor de ejectare, plăci de stripare sau demulare prin explozie cu aer pentru a elibera piesele fără rupere sau distorsiuni.
Industrii și produse care se bazează pe mașini de prindere LSR
Mașinile de prindere a matrițelor din silicon lichid servesc unei game variate de industrii, conduse de combinația unică de proprietăți pe care o oferă LSR - biocompatibilitate, rezistență la temperatură, inerție chimică, claritate optică și flexibilitate pe termen lung. Precizia și repetabilitatea procesului de prindere și injecție fac ca aceste mașini să fie potrivite pentru aplicații solicitante în care consistența dimensională și integritatea materialului nu sunt negociabile.
- Dispozitive medicale: Biocompatibilitatea LSR îl face ideal pentru etanșări, supape, catetere, măști respiratorii, componente de aparate auditive și părți ale dispozitivelor implantabile care necesită conformitatea USP Clasa VI sau ISO 10993.
- Automobile: Capcanele bujiilor, garniturile, garniturile senzorilor și inelele O rezistente la fluide sunt produse în mod obișnuit în LSR datorită capacității sale de a rezista la temperaturi de la -60°C la 200°C.
- Produse pentru bebeluși și sugari: Tetinele, suzetele, dispozitivele de dentiție și accesoriile de hrănire necesită proprietățile LSR de calitate alimentară, neutre din punct de vedere al gustului și rezistente la sterilizare.
- Electronice de larg consum: Membranele impermeabile ale tastaturii, butoanele de etanșare, benzile pentru dispozitive portabile și manșele pentru cablu beneficiază de flexibilitatea și rezistența la mediu LSR.
- Etanșare industrială: Garnituri personalizate, diafragme, burduf și etanșări pentru pompe, supape și sisteme de manipulare a fluidelor din industria chimică și de prelucrare a alimentelor.
Avantajele utilizării unei mașini de prindere a matrițelor LSR dedicate
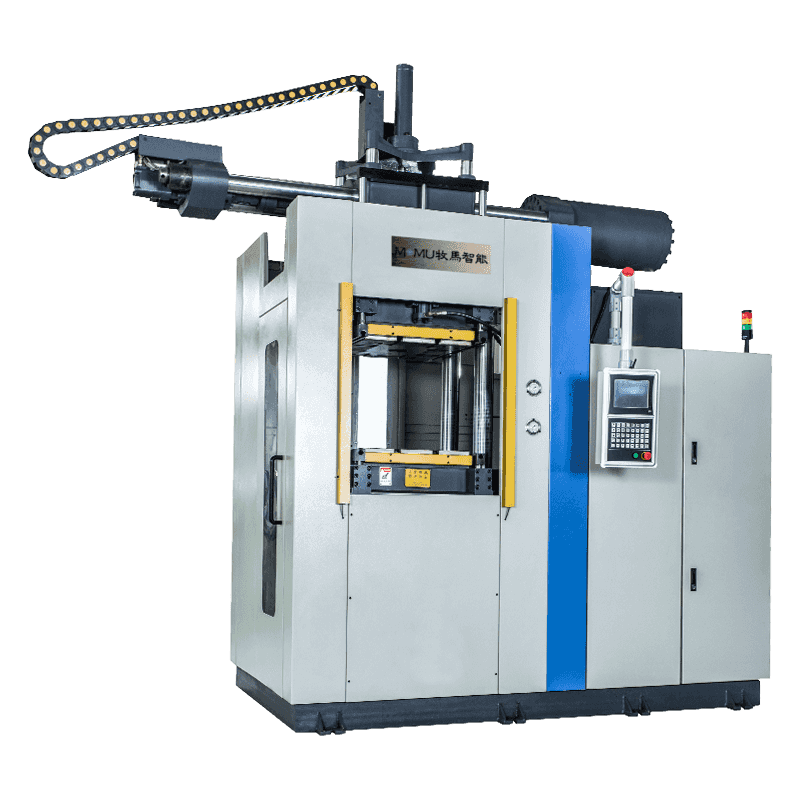
În timp ce unii producători încearcă să adapteze mașinile standard de turnat prin injecție termoplastic pentru prelucrarea LSR, mașinile dedicate de prindere a matrițelor din silicon lichid oferă avantaje operaționale și de calitate substanțiale care justifică investiția pentru orice operațiune serioasă de producție LSR.
- Control de prindere de precizie: Sistemele de prindere special concepute oferă un tonaj constant, măsurabil, cu capacitate de reglare fină, asigurând etanșarea repetabilă a matriței pe parcursul fiecărui ciclu.
- Sistem integrat de injecție la rece: Ansamblul cilindric și șurub răcit este proiectat special pentru LSR, eliminând compromisurile necesare la adaptarea echipamentelor termoplastice.
- Producție fără flash: Paralelismul plăcilor de înaltă precizie și forța de strângere controlată permit turnarea fără fulger sau fulger minim, reducând forța de muncă și risipa de material post-procesare.
- Cicluri complet automatizate: Integrarea cu îndepărtarea pieselor robotizate, sistemele de inspecție vizuală și sistemele transportoare permite producția de stingere a luminii cu intervenția minimă a operatorului.
- Înregistrarea datelor de proces: Mașinile de prindere LSR moderne înregistrează presiunea de injecție, temperatura matriței, timpul de întărire și forța de strângere pentru fiecare ciclu, susținând trasabilitatea calității în industriile reglementate.
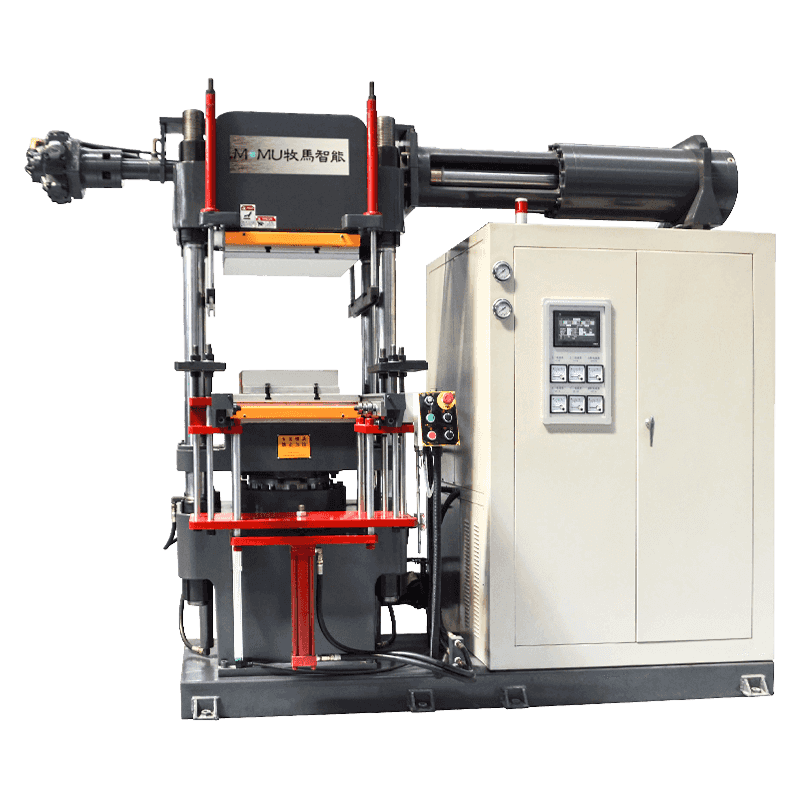
Cum să selectați mașina potrivită pentru aplicația dvs. LSR
Alegerea corectă a mașinii de prindere a matriței de silicon lichid începe cu o analiză detaliată a pieselor care urmează să fie produse. Suprafața proiectată a celui mai mare aspect al cavității matriței determină forța minimă de strângere necesară. Cerințele privind volumul de injecție, bazate pe greutatea părții și numărul de cavități, determină capacitatea necesară a sistemului de dozare. Dimensiunile fizice ale matriței - înălțimea, lățimea și înălțimea stivei - trebuie să se încadreze în dimensiunea plăcii mașinii, distanța dintre bare de legătură și specificațiile de deschidere la lumina zilei.
Țintele privind volumul de producție și așteptările privind timpul de ciclu ar trebui, de asemenea, să ghideze selecția mașinii. Formele cu cavitație mai mare care funcționează pe mașini cu sisteme de prindere servo-electrice pot realiza cicluri de uscare mai rapide și o funcționare mai eficientă din punct de vedere energetic în comparație cu alternativele complet hidraulice, rezultând un cost pe piesă mai mic la volume mari. Pentru aplicații medicale sau reglementate, verificarea faptului că aparatul acceptă înregistrarea datelor conform 21 CFR Part 11 sau standardele echivalente de documentare a procesului este esențială înainte de cumpărare.
În cele din urmă, serviciul post-vânzare, disponibilitatea pieselor de schimb și asistența tehnică din partea producătorului trebuie evaluate la fel de atent ca și specificațiile tehnice ale mașinii. O mașină bine susținută, cu o infrastructură locală de servicii fiabilă, va oferi o valoare semnificativ mai bună pe termen lung decât o alternativă cu costuri mai mici, cu acces limitat la asistență, în special în mediile de producție cu cerere mare, în care timpul de oprire neplanificat are un impact direct asupra angajamentelor de livrare și a costurilor operaționale..