Mașini de turnat prin injecție izolatoare reprezintă un progres critic în producția de componente electrice, în special pentru fabricarea de materiale izolatoare de înaltă calitate utilizate în transportul energiei, sistemele de distribuție și diverse aplicații electrice. Aceste mașini specializate combină ingineria de precizie cu tehnologia avansată de procesare a polimerilor pentru a crea componente izolatoare care îndeplinesc standardele stricte de siguranță electrică și cerințele de performanță. Evoluția acestor mașini a transformat modul în care producătorii abordează producția de izolatori, permițând volume mai mari de producție, o consistență îmbunătățită și proprietăți îmbunătățite ale materialului, care sunt esențiale pentru infrastructura electrică modernă.
Cererea globală de izolatori electrici de încredere continuă să crească pe măsură ce rețelele electrice se extind și proliferează sistemele de energie regenerabilă. Tehnologia de turnare prin injecție a apărut ca metoda de producție preferată datorită capacității sale de a produce geometrii complexe cu o precizie dimensională excelentă, păstrând în același timp proprietățile dielectrice critice necesare pentru izolarea electrică. Înțelegerea capacităților, criteriilor de selecție și considerațiilor operaționale ale acestor mașini este esențială pentru producătorii care doresc să-și optimizeze procesele de producție și să livreze produse izolatoare superioare pe piață.
Înțelegerea tehnologiei de bază din spatele turnării prin injecție a izolatoarelor
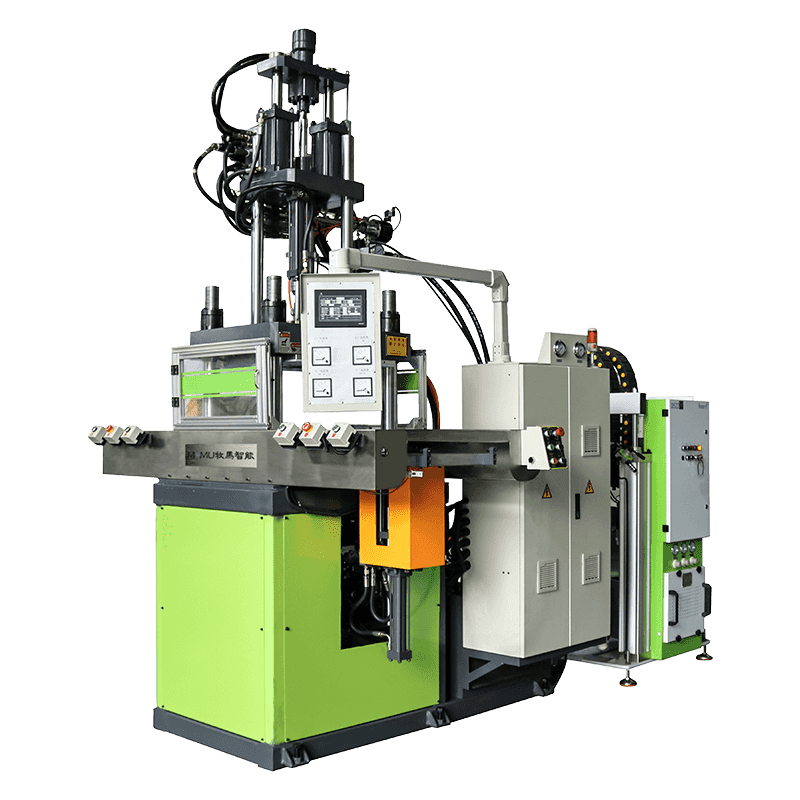
Mașinile de turnat prin injecție izolatoare funcționează pe principii fundamentale adaptate special pentru prelucrarea materialelor termoplastice și termorigide cu proprietăți izolante excelente. Procesul începe cu materiale polimerice brute, de obicei rășini epoxidice, cauciuc siliconic, polietilenă sau alți compuși specializați, fiind introduse într-un butoi încălzit unde sunt topite și omogenizate. Materialul topit este apoi injectat sub presiune ridicată în matrițe proiectate cu precizie care definesc forma și dimensiunile finale ale componentei izolatoare.
Ceea ce diferențiază mașinile de turnare prin injecție izolatoare de echipamentele standard de turnare prin injecție este configurația lor specializată pentru manipularea materialelor cu proprietăți electrice și termice specifice. Aceste mașini încorporează sisteme precise de control al temperaturii care mențin condiții optime de procesare pentru polimerii izolatori, care au adesea ferestre de procesare înguste. Unitățile de injecție sunt proiectate pentru a manipula materiale cu vâscozități diferite și pot include caracteristici precum degazarea în vid pentru a elimina pungile de aer care ar putea compromite rezistența dielectrică.
Sistemul de prindere din aceste mașini trebuie să ofere o forță suficientă pentru a menține matrițele închise în timpul injectării, în timp ce găzduiește caracteristicile de dilatare termică ale materialelor izolante. Mașinile moderne au în mod obișnuit sisteme de antrenare servo-hidraulice sau complet electrice care oferă un control precis asupra vitezei de injecție, presiunii și timpului de menținere - parametri care influențează direct proprietățile electrice ale produsului final, rezistența mecanică și finisajul suprafeței.
Materiale cheie procesate în turnarea prin injecție a izolatoarelor
Alegerea materialelor izolatoare adecvate este fundamentală pentru producția de izolatoare de succes. Diferitele aplicații necesită materiale cu proprietăți specifice de rezistență electrică, mecanică și de mediu. Înțelegerea acestor materiale ajută producătorii să selecteze configurația corectă a mașinii și parametrii de procesare.
| Tip material | Aplicații primare | Proprietăți cheie |
| Rășini epoxidice | Izolatoare de înaltă tensiune, bucșe | Rezistă dielectrică excelentă, stabilitate termică |
| Cauciuc siliconic | Izolatoare de exterior, accesorii pentru cabluri | Rezistență la intemperii, hidrofobicitate, flexibilitate |
| Polietilenă (PE) | Izolarea cablurilor, componente de joasă tensiune | Pierdere dielectrică scăzută, rezistență la umiditate |
| Compuși BMC/DMC | Piese întreruptoare, aparate de comutare | Rezistență la arc, stabilitate dimensională |
Fiecare categorie de material necesită configurații specifice de mașină și parametri de procesare. Materialele termorigide, cum ar fi rășinile epoxidice și compușii BMC, necesită mașini cu design specializat de șuruburi și profile de încălzire pentru a iniția și controla procesul de întărire în matriță. Aceste materiale nu pot fi retopite odată întărite, făcând controlul procesului esențial pentru a minimiza risipa și pentru a asigura o calitate constantă. În schimb, materialele termoplastice precum polietilena oferă flexibilitate de reprocesare, dar necesită un control precis al răcirii pentru a obține cristalinitatea și proprietățile electrice optime.
Specificații critice ale mașinii și criterii de selecție
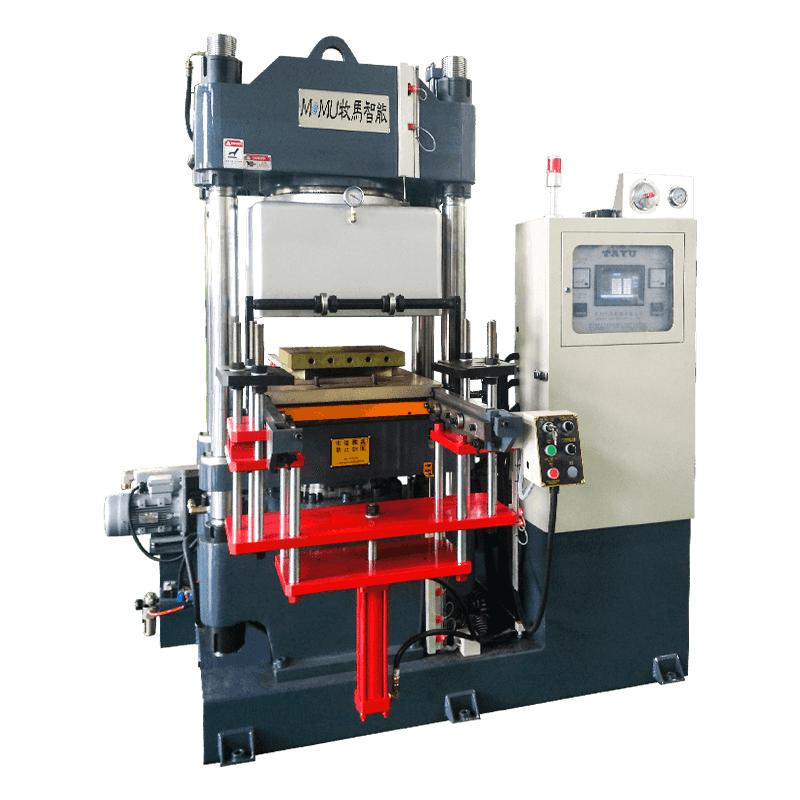
Selectarea mașinii adecvate de turnare prin injecție a izolatorilor necesită o analiză atentă a mai multor specificații tehnice care se aliniază cu cerințele de producție și cu caracteristicile produsului. Forța de strângere reprezintă una dintre cele mai fundamentale specificații, de obicei variind de la 50 la 2000 de tone pentru producția de izolatori. Acest parametru trebuie să fie suficient pentru a contracara presiunea de injecție și pentru a preveni separarea mucegaiului, care ar provoca formarea de flash și inexactități dimensionale. Forța de strângere necesară depinde de zona proiectată a piesei și de presiunea de injecție necesară pentru umplerea geometriilor complexe.
Capacitatea de injectare și dimensiunea împușcării determină cantitatea maximă de material care poate fi injectată într-un singur ciclu. Pentru fabricarea izolatorului, această specificație trebuie să țină cont nu numai de volumul piesei, ci și de sistemul de rulare și orice potențial deșeu. Mașinile sunt selectate în mod obișnuit cu o utilizare a capacității de împușcare de 40-70% pentru a asigura o plastificare constantă și pentru a evita degradarea materialului din cauza timpului de rezidență excesiv în butoi.
Următorii factori sunt esențiali atunci când se evaluează specificațiile mașinii:
- Design șurub și raport L/D adecvat pentru materialul izolator specific, cu șuruburi specializate pentru compuși termorigizi cu rapoarte de compresie reduse și supape de reținere potrivite pentru materiale reactive
- Zone de control al temperaturii cu capacitate suficientă de încălzire și răcire pentru a menține profile termice precise, în special critice pentru materialele cu ferestre de procesare înguste
- Capacitate de control al vitezei de injecție și al presiunii care permit profilurilor de injecție în mai multe etape să optimizeze tiparele de curgere și să minimizeze solicitările interne
- Sisteme de control al temperaturii matriței care pot menține temperaturi constante pe suprafețele mari ale matriței, necesitând adesea unități externe de control al temperaturii cu capacități de încălzire și răcire
- Sistem de control sofisticat cu înregistrarea datelor, monitorizarea procesului și integrarea controlului calității pentru a asigura trasabilitatea și producția consecventă
Optimizarea proceselor de producție pentru izolatori de calitate
Obținerea unei calități consistente în producția de izolatori necesită optimizarea meticuloasă a parametrilor procesului de turnare prin injecție. Relația dintre condițiile de procesare și proprietățile produsului final este complexă, cu variabile multiple interacționând pentru a influența performanța electrică, rezistența mecanică și acuratețea dimensională. Managementul temperaturii este, probabil, cel mai critic factor, care afectează caracteristicile de curgere a materialului, ratele de întărire pentru materialele termorigide și comportamentul de cristalizare în materialele termoplastice.
Profilurile de temperatură a butoiului trebuie stabilite cu atenție pe baza materialului specific prelucrat. Pentru izolatorii pe bază de epoxi, temperaturile sunt de obicei menținute între 80-120°C pentru a menține fluidul de rășină fără întărire prematură. Temperaturile matriței pentru materialele termorigide sunt semnificativ mai mari, adesea 150-180°C, pentru a facilita întărirea completă în timpi de ciclu acceptabili. Aceste temperaturi ridicate ale matriței necesită sisteme de încălzire și izolație specializate pentru a menține stabilitatea termică și siguranța operatorului.

Optimizarea vitezei de injectare și a presiunii
Faza de injectare are un impact critic asupra structurii interne a produsului final și a calității suprafeței. Vitezele mari de injecție pot cauza jet, urme de curgere și încălzire excesivă prin forfecare, care pot degrada polimerul sau pot crea interfețe slabe. În schimb, injectarea excesiv de lentă poate duce la umplere incompletă, în special în geometriile complexe cu secțiuni subțiri sau căi lungi de curgere. Profilele de injecție în mai multe etape permit producătorilor să echilibreze aceste cerințe concurente, folosind viteze mai mari pentru umplerea în vrac, urmate de viteze mai mici pe măsură ce matrița se apropie de finalizare.
Menținerea presiunii și timpul asigură o ambalare adecvată a cavității matriței pe măsură ce materialul se răcește și se micșorează. Pentru izolatori, ambalarea adecvată este esențială pentru a minimiza golurile și pentru a menține toleranțele dimensionale. Presiunea de menținere variază de obicei între 40-70% din presiunea maximă de injecție și este menținută până când poarta se solidifică, prevenind refluxul, compensând în același timp contracția volumetrică.
Considerații de proiectare a matrițelor pentru izolatori electrici
Matrița reprezintă o componentă critică în sistemul de turnare prin injecție a izolatorilor, influențând direct calitatea produsului, eficiența producției și costurile de producție. Formele izolatoare trebuie să fie proiectate cu o atenție deosebită cerințelor electrice, încorporând caracteristici care promovează distribuția uniformă a materialului, minimizează concentrațiile de tensiuni și facilitează umplerea completă a geometriilor complexe, cum ar fi magazii, nervuri și interfețe hardware de montare.
Designul și locația porții au un impact semnificativ asupra proprietăților produsului final. Pentru izolatori, porțile sunt de obicei poziționate pentru a asigura umplerea echilibrată și pentru a minimiza liniile de sudură în zonele cu stres ridicat. Pot fi utilizate mai multe sisteme de porți pentru izolatoarele mari pentru a reduce presiunile de injecție și pentru a îmbunătăți distribuția materialului. Tipul de poartă – indiferent dacă este muchie, submarin sau canal fierbinte – trebuie selectat pe baza caracteristicilor materialului, geometriei piesei și cerințelor estetice.
Aerisirea este deosebit de critică pentru matrițele izolatoare datorită cerințelor dielectrice ale produsului final. Aerul prins poate crea goluri care concentrează stresul electric și pot duce la defecțiuni premature. Canalele de aerisire adecvate, de obicei de 0,02-0,05 mm adâncime, trebuie să fie încorporate în punctele de terminare a fluxului și în jurul știfturilor de miez, fiind în același timp suficient de adânci pentru a preveni fulgerarea materialului.
Standarde de control și testare a calității
Asigurarea calității în fabricarea izolatoarelor se extinde dincolo de verificarea dimensională pentru a include testarea electrică și validarea proprietăților materialelor. Operațiunile moderne de turnare prin injecție a izolatoarelor încorporează sisteme de monitorizare în linie care urmăresc parametrii critici ai procesului în timp real, oferind feedback imediat asupra stabilității procesului și permițând intervenția rapidă atunci când apar abateri.
Protocoalele de testare electrică pentru izolatoarele turnate includ de obicei testarea rezistenței dielectrice, care verifică capacitatea materialului de a rezista la niveluri de tensiune specificate fără defecțiuni. Această testare este efectuată pe piese de probă din fiecare lot de producție folosind echipamente de testare de înaltă tensiune calibrate. Testele electrice suplimentare pot include măsurători de rezistivitate de suprafață și volum, evaluarea rezistenței de urmărire și testarea de descărcare parțială pentru aplicații de înaltă tensiune.
Testarea proprietăților mecanice asigură că izolatorii pot rezista la solicitările de instalare și la sarcinile de serviciu. Testele comune includ măsurătorile rezistenței la tracțiune, rezistența la încovoiere și rezistența la impact. Testele de mediu simulează efectele îmbătrânirii prin intemperii accelerate, cicluri termice și expunere la substanțe chimice sau radiații UV, validând fiabilitatea performanței pe termen lung a izolatorului.
Cele mai bune practici de întreținere și operaționale
Menținerea mașinilor de turnat prin injecție izolatoare în stare optimă necesită programe sistematice de întreținere preventivă care să se adreseze atât sistemelor mecanice, cât și termice. Inspecția și întreținerea periodică previn oprirea neașteptată și asigură o calitate constantă a produsului. Sistemele hidraulice necesită schimburi periodice de ulei, înlocuire a filtrelor și testare a presiunii pentru a menține controlul receptiv și pentru a preveni contaminarea. Mașinile servo-electrice necesită inspecție regulată a șuruburilor cu bile, ghidajelor liniare și componentelor electrice pentru a asigura precizie și fiabilitate.
Ansamblul cilindrului și șurubului necesită o atenție deosebită datorită expunerii lor la temperaturi ridicate și materiale de umplutură abrazive comune în compușii izolatori. Inspecția regulată a modelelor de uzură, procedurile de purjare adecvate între modificările materialelor și înlocuirea la timp a componentelor uzate previn problemele de calitate și contaminarea materialului. Senzorii de temperatură și elementele de încălzire trebuie calibrate periodic pentru a asigura un control termic precis.
Formarea operatorilor reprezintă un aspect adesea subestimat al producției de succes a izolatoarelor. Personalul bine instruit poate identifica semnele de avertizare timpurie ale abaterii procesului, poate răspunde în mod corespunzător la problemele de calitate și poate optimiza setările mașinii pentru produse sau materiale noi. Programele de instruire cuprinzătoare ar trebui să acopere funcționarea mașinii, protocoalele de siguranță, manipularea materialelor, procedurile de inspecție a calității și tehnicile de bază de depanare. Documentarea parametrilor de proces, a activităților de întreținere și a valorilor calității permite îmbunătățirea continuă și oferă date valoroase pentru optimizarea procesului și rezolvarea problemelor.