Cum funcționează o mașină de turnat prin injecție a cauciucului
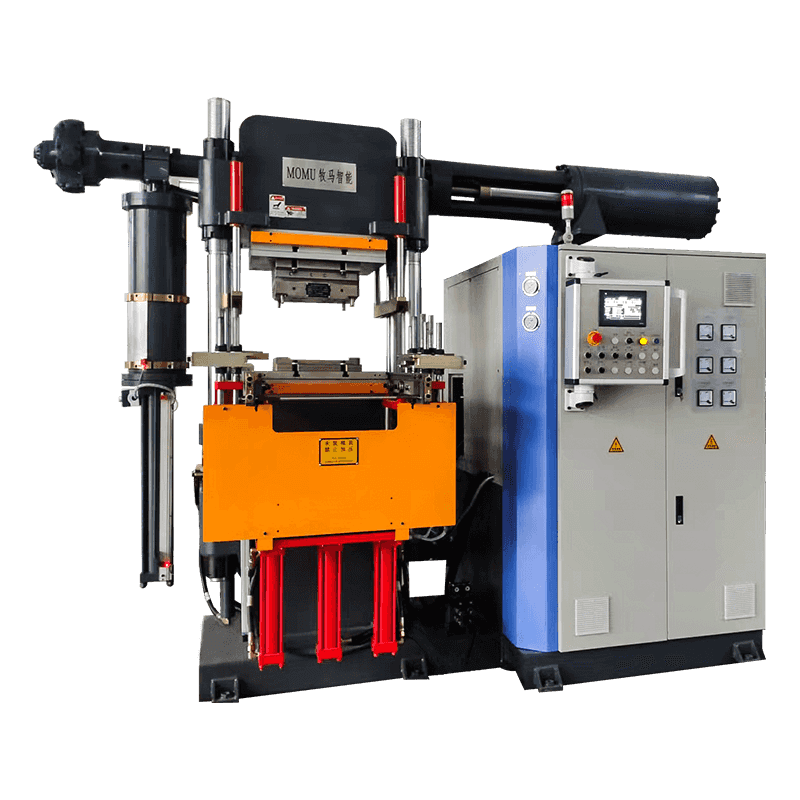
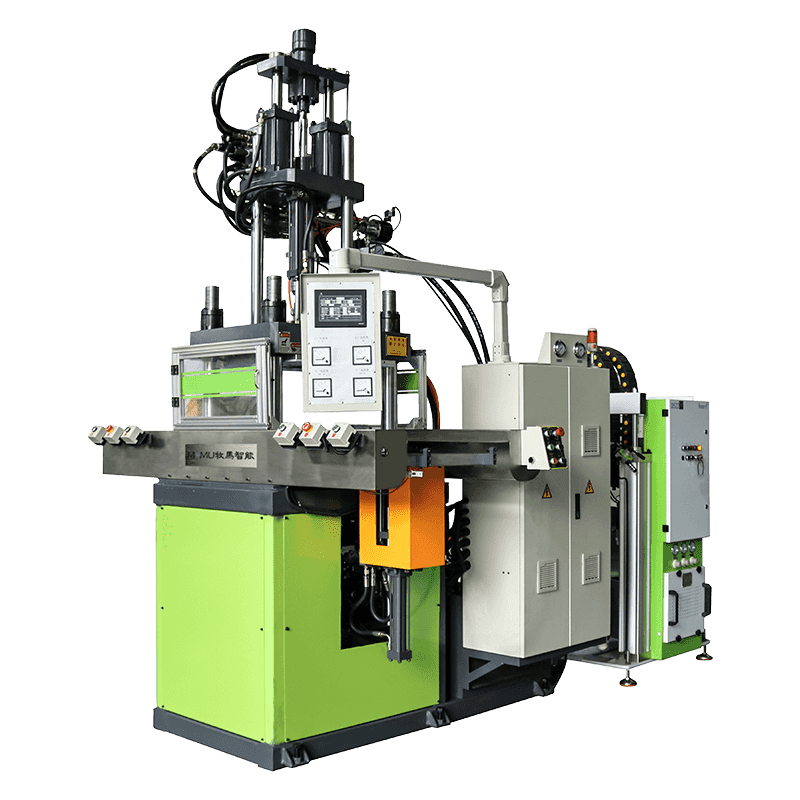
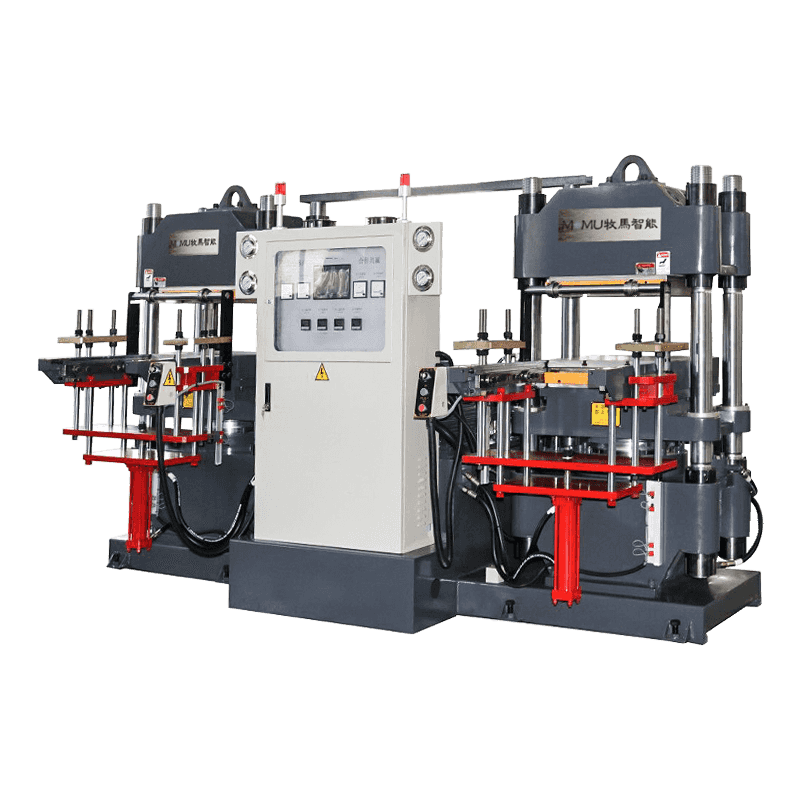
A mașină de turnat prin injecție de cauciuc transformă compusul de cauciuc brut în piese finite prin încălzirea materialului și forțându-l sub presiune într-o cavitate închisă a matriței. Spre deosebire de turnarea prin compresie, care plasează cauciucul brut direct într-o matriță deschisă, turnarea prin injecție preplastifică cauciucul într-un butoi încălzit înainte de a-l injecta printr-o duză într-o matriță sigilată. Acest proces permite timpi de ciclu mai rapizi, toleranțe mai strânse și mai puține deșeuri de material, ceea ce îl face deosebit de potrivit pentru producția de volum mare de componente tehnice din cauciuc.
Compusul de cauciuc este alimentat în mod obișnuit în mașină sub formă de benzi sau pelete. Un șurub sau piston rotativ mută materialul prin cilindru, în timp ce elementele de încălzire îl aduc la temperatura corectă de procesare. Odată ce cauciucul atinge o vâscozitate optimă, este injectat în cavitatea matriței unde se întărește sub căldură și presiune controlată înainte de a fi aruncat ca piesă finită.
Componentele principale ale mașinii
Înțelegerea fiecărei componente majore ajută operatorii să depaneze problemele de producție și să optimizeze setările pentru diferiți compuși de cauciuc și geometrii ale pieselor.
Părți esențiale și funcțiile lor
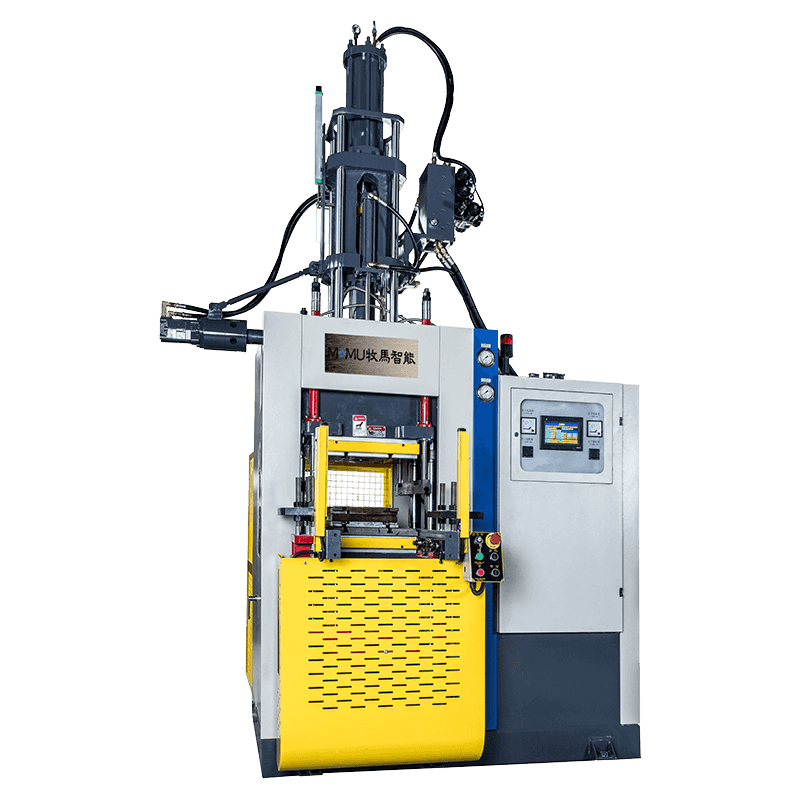
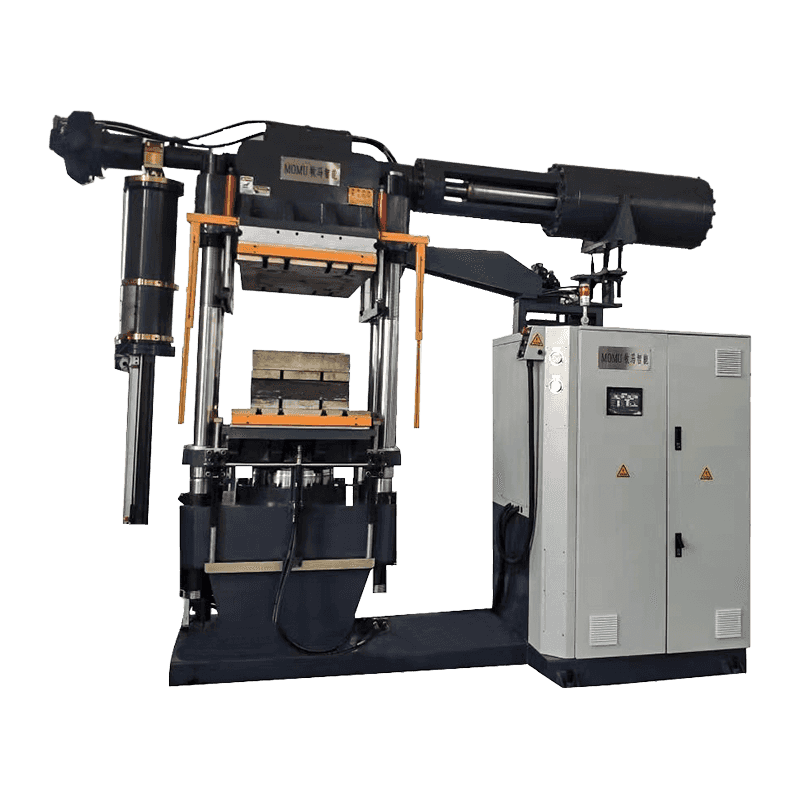
- Unitate de injecție: plastifică și injectează compusul de cauciuc în matriță
- Unitate de prindere: ține jumătățile de matriță împreună sub presiune ridicată în timpul injectării și întăririi
- Sistem de încălzire: menține temperaturi precise ale butoiului și matriței pentru o întărire constantă
- Acționare hidraulică sau electrică: alimentează rotirea șurubului, injecția și mișcarea de strângere
- Sistem de control: gestionează temperatura, presiunea, viteza de injecție și sincronizarea ciclului
- Sistem ejector: eliberează piesa finită din matriță după întărire
Mașinile moderne folosesc din ce în ce mai mult sisteme de acționare electrică în loc de cele pur hidraulice, oferind un control mai precis asupra vitezei de injecție și reducând consumul de energie în perioadele de inactivitate dintre cicluri.

Compararea modelării prin injecție cu alte metode de turnare a cauciucului
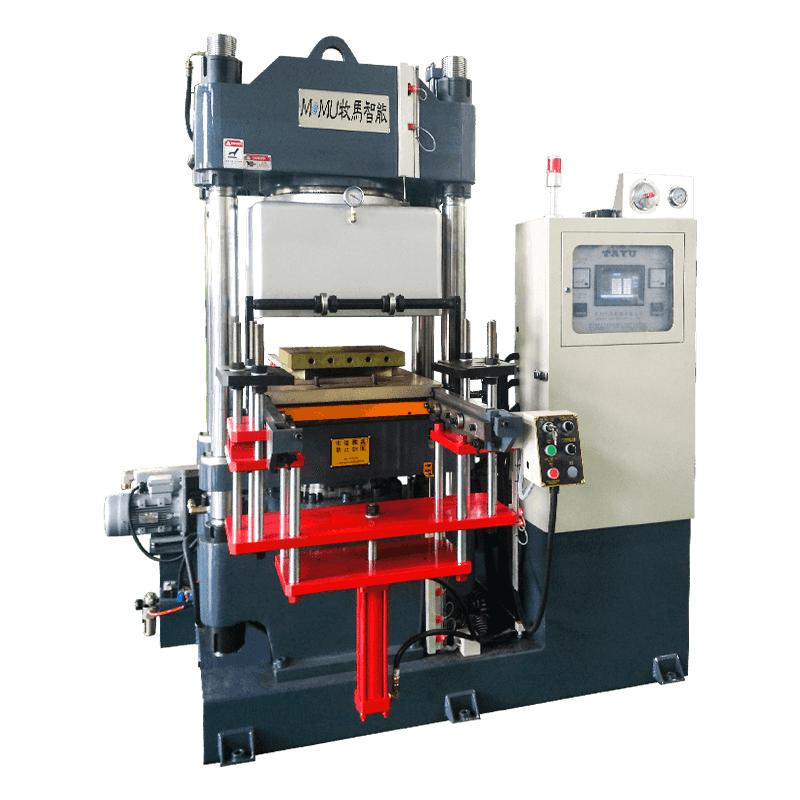
Producătorii care aleg un proces de turnare ar trebui să cântărească turnarea prin injecție față de turnarea prin compresie și transfer, deoarece fiecare metodă oferă avantaje distincte în funcție de complexitatea piesei, volumul de producție și buget.
| Metoda | Timp de ciclu | Deșeuri materiale | Cel mai bun pentru |
| Turnare prin injecție | Rapid | Scăzut | Piese complexe, de volum mare |
| Turnare prin compresie | Mai încet | Mai sus | Forme simple, volum redus |
| Turnare prin transfer | Moderat | Moderat | Piese cu inserții metalice |
Turnarea prin injecție se dovedește, în general, mai eficientă din punct de vedere al costurilor la scară, în ciuda costurilor inițiale mai mari cu sculele, deoarece timpii de ciclu redusi și deșeurile mai mici compensează investiția inițială pe cicluri mari de producție.
Aplicații comune în toate industriile
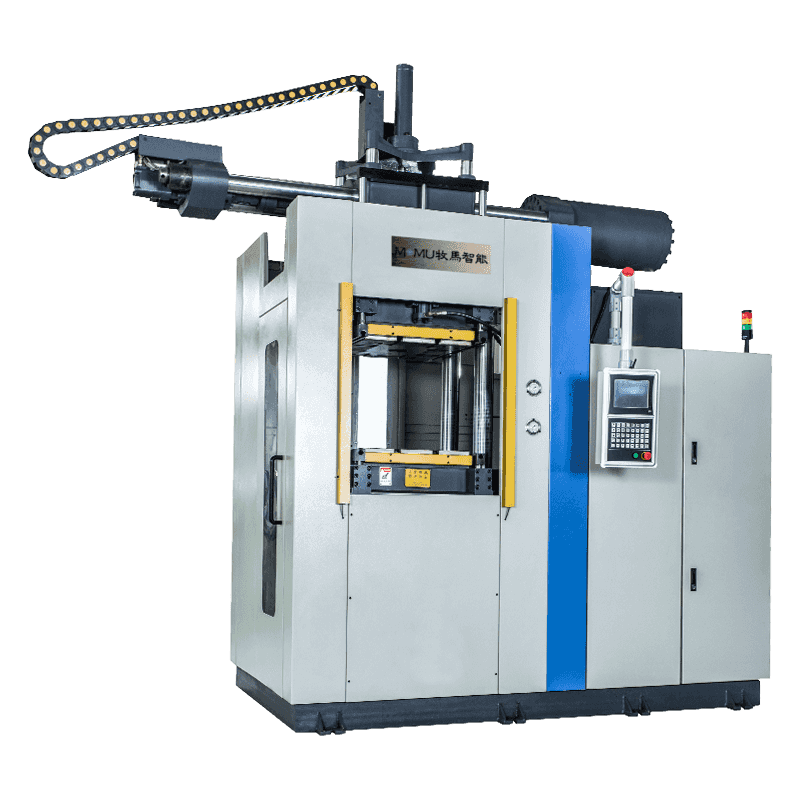
Mașinile de turnat prin injecție de cauciuc produc o gamă largă de componente utilizate în producția de automobile, medicale, electrice și de bunuri de larg consum. Procesul este deosebit de apreciat pentru piesele care necesită toleranțe dimensionale strânse sau proprietăți fizice consistente în loturi mari.
Produse tipice realizate prin turnare prin injecție
- Garnituri, garnituri și garnituri auto
- Componentele dispozitivelor medicale, cum ar fi garnituri și dopuri
- Conectori electrici si piese izolante
- Inele O și garnituri industriale
- Produse de larg consum, cum ar fi mânere, sigilii și huse de protecție
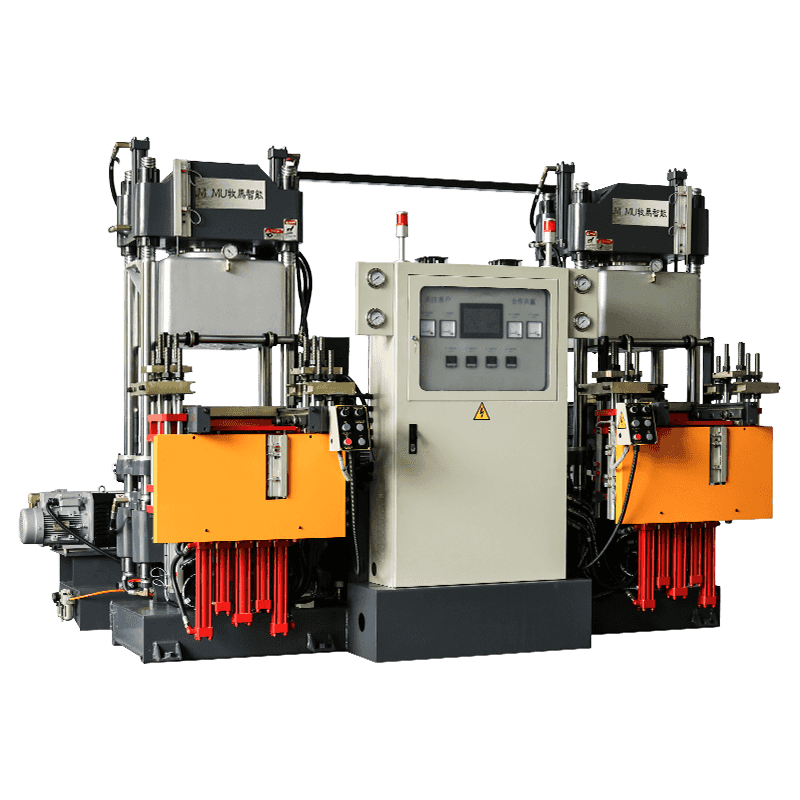
Deoarece turnarea prin injecție acceptă matrițe cu mai multe cavități, producătorii pot produce zeci de piese identice într-un singur ciclu, crescând semnificativ randamentul în comparație cu configurațiile de turnare prin compresie cu o singură cavitate.
Factori cheie care afectează calitatea pieselor turnate
Obținerea unor piese de cauciuc consistente și fără defecte depinde de controlul cu atenție a mai multor variabile de proces pe parcursul producției. Mici abateri de temperatură sau presiune pot duce la defecte precum flash, porozitate sau întărire incompletă.
Variabile critice de proces de monitorizat
Presiunea și viteza de injecție determină cât de complet umple cauciucul cavitatea matriței înainte de a începe întărirea, presiunea insuficientă provocând adesea lovituri scurte sau linii slabe de tricot. Temperatura butoiului și matriței trebuie să rămână în intervalul recomandat de producătorul compusului, deoarece supraîncălzirea poate provoca o întărire prematură în interiorul butoiului, cunoscută sub numele de arsură, în timp ce căldura insuficientă duce la întăriri incomplete și la proprietăți mecanice mai slabe.
Timpul de întărire joacă, de asemenea, un rol semnificativ în calitatea pieselor și eficiența producției. Prelungirea timpului de întărire dincolo de ceea ce este necesar reduce debitul fără a îmbunătăți performanța pieselor, în timp ce tăierea prea scurtă riscă piesele subîntărite care nu testează durabilitatea. Producătorii rulează de obicei loturi de probă cu timpi de întărire variați pentru a identifica echilibrul optim între calitate și eficiența ciclului pentru fiecare compus specific.
Sfaturi de întreținere pentru performanța mașinii pe termen lung
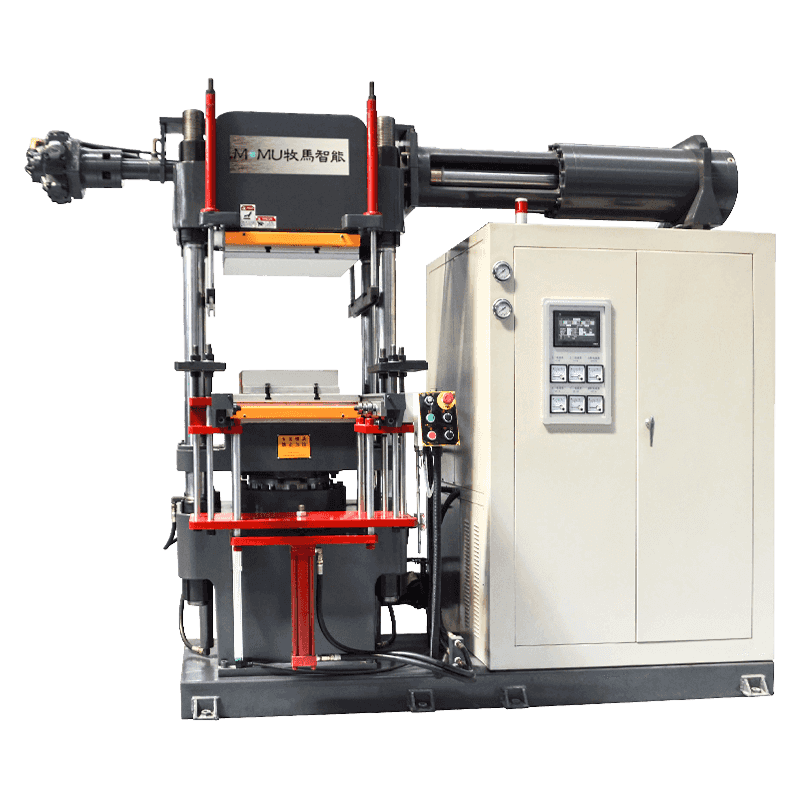
Întreținerea de rutină menține o mașină de turnat prin injecție a cauciucului să funcționeze eficient și ajută la evitarea perioadelor de întrerupere neplanificate care pot perturba programele de producție. Stabilirea unei rutine de întreținere consecventă extinde, de asemenea, durata de viață a componentelor critice, cum ar fi șuruburi, butoaie și matrițe.
Sarcinile zilnice ar trebui să includă curățarea cauciucului rezidual de pe suprafața duzei și a matriței, deoarece acumularea poate cauza defecte în piesele ulterioare și poate crește uzura cavităților matriței. Verificările săptămânale ar trebui să verifice nivelurile lichidului hidraulic și să inspecteze etanșările pentru scurgeri, deoarece defecțiunile sistemului hidraulic sunt printre cele mai frecvente cauze ale opririi neașteptate a mașinii.
Inspecția periodică a elementelor de încălzire și a senzorilor de temperatură asigură citiri precise, deoarece senzorii defecte pot cauza probleme de calitate cu mult înainte de a declanșa o defecțiune vizibilă. Păstrarea înregistrărilor detaliate de întreținere ajută, de asemenea, la identificarea tiparelor de uzură în timp, permițând managerilor de fabrică să programeze înlocuirea pieselor în mod proactiv, mai degrabă decât să răspundă reactiv la defecțiuni..