Ce face de fapt o mașină specială de turnat BMC
O mașină specială de turnat BMC este proiectată special pentru a procesa compusul de turnare în vrac, un material termorigid realizat din rășină poliesterică nesaturată amestecată cu fibră de sticlă, umpluturi minerale și agenți de întărire. Spre deosebire de mașinile de turnat prin injecție de uz general construite pentru materiale termoplastice, o mașină BMC trebuie să gestioneze un compus asemănător pastei sau chitului care se întărește ireversibil sub căldură și presiune, mai degrabă decât pur și simplu să se topească și să se solidifice din nou. Această diferență chimică fundamentală conduce aproape fiecare decizie de proiectare a mașinii, de la geometria șurubului până la sistemul de control al temperaturii matriței.
Aceste mașini sunt utilizate pe scară largă pentru a produce componente electrice, cum ar fi carcase de întrerupător, piese de comutație, izolatori și corpuri de conectori, precum și piese de automobile cum ar fi reflectoarele farurilor, capacele motorului și scuturile termice. Atractia BMC constă în proprietățile sale excelente de izolare electrică, rezistența la căldură și stabilitatea dimensională, motiv pentru care producătorii investesc în mașini construite special în jurul acestui material, mai degrabă decât în adaptarea preselor de injecție standard.
Componente de bază care deosebesc mașinile BMC
Unitatea de plastificare de pe o mașină specială de turnat BMC utilizează de obicei un șurub cu compresie scăzută cu o adâncime de zbor mică, deoarece compusul nu trebuie să fie topit așa cum o fac peletele de plastic. În schimb, sarcina șurubului este de a transporta și încălzi ușor materialul fără a genera căldură excesivă de forfecare, care ar putea declanșa întărirea prematură în interiorul butoiului în sine. Forfecarea în exces este una dintre cele mai frecvente cauze de deteriorare a șurubului sau cilindrului la aceste mașini, astfel încât setările vitezei șuruburilor și contrapresiunii sunt mult mai conservatoare decât la o presă termoplastică tipică.
Forma în sine este încălzită mai degrabă decât răcită, de obicei la o temperatură între 140°C și 170°C, în funcție de formularea specifică a rășinii, deoarece întărirea este o reacție chimică activată la căldură, mai degrabă decât o solidificare condusă de răcire. Încălzirea se realizează de obicei prin încălzitoare electrice cu cartuș sau canale de circulație a uleiului încorporate în plăcile matriței, iar distribuția precisă și uniformă a temperaturii pe suprafața matriței este esențială pentru a evita deformarea sau întărirea incompletă în secțiunile mai groase ale piesei.
Subsisteme cheie pe o mașină tipică
- Unitate de injectare sau transfer pentru alimentarea compusului în cavitatea matriței
- Sistem cu plăci încălzite pentru menținerea unei temperaturi constante a matriței
- Unitate de prindere dimensionată pentru a rezista la presiunea internă generată în timpul întăririi
- Sistem de aspirare sau de aerisire pentru a elimina aerul prins și produsele secundare volatile
- Sistem de evacuare automat conceput pentru a manipula ușor părțile fragile, proaspăt întărite
Configurații prin compresie, transfer și turnare prin injecție
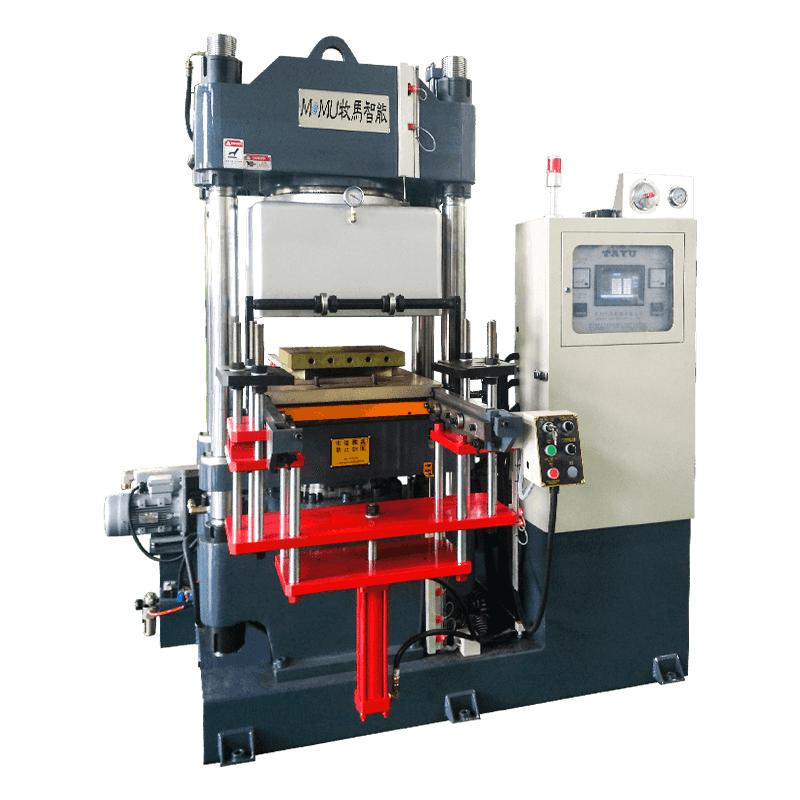
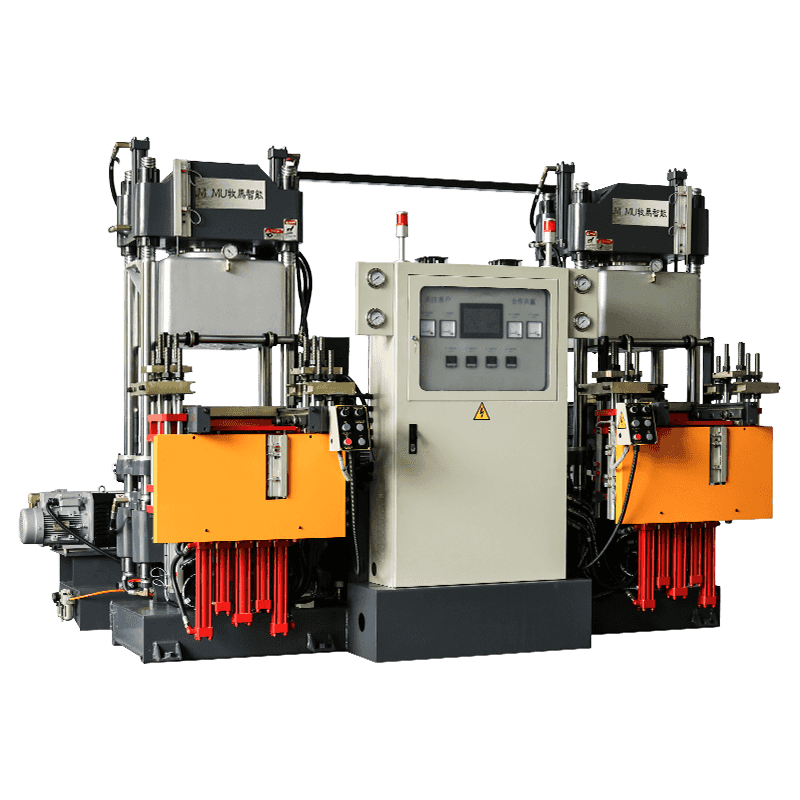
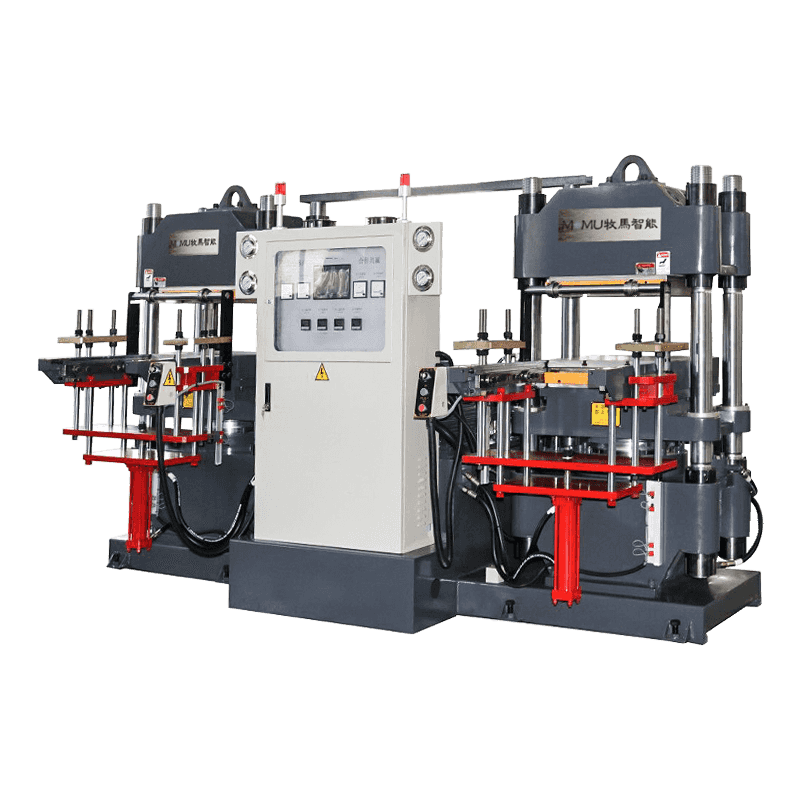
Mașini speciale de turnat BMC vin în trei configurații principale, fiecare potrivită pentru diferite geometrii ale pieselor și volume de producție. Presele de turnare prin compresie plasează pur și simplu o încărcătură măsurată de compus într-o cavitate deschisă, încălzită a matriței, apoi închide matrița sub presiune mare pentru a forța materialul să umple forma în timpul întăririi. Această metodă funcționează bine pentru geometrii mai simple și este adesea aleasă pentru costul său mai mic de scule și pentru manipularea mai blândă a armăturii cu fibre, care păstrează mai mult din rezistența mecanică a compusului.
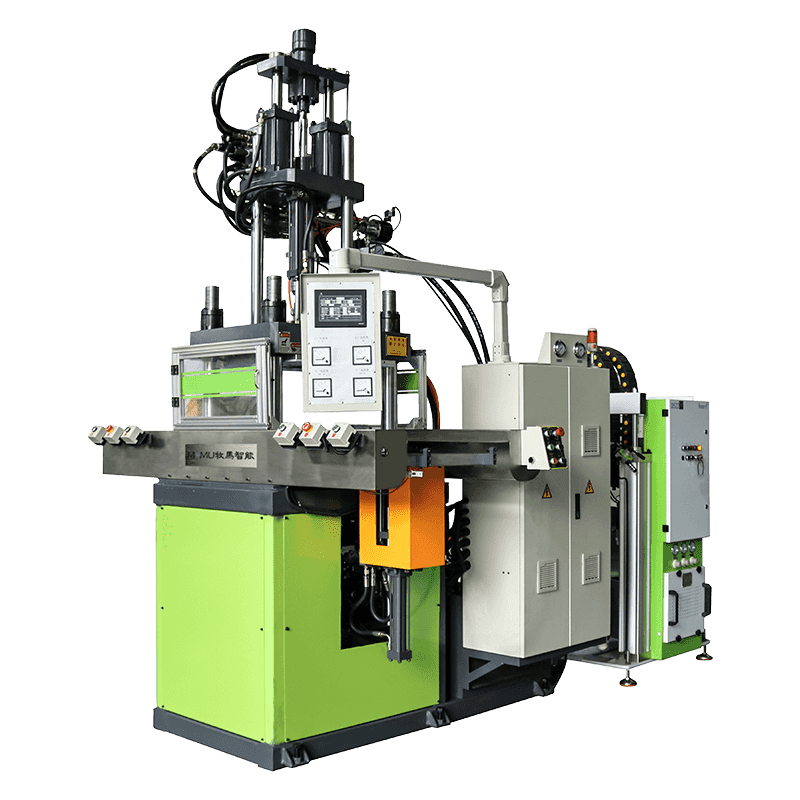
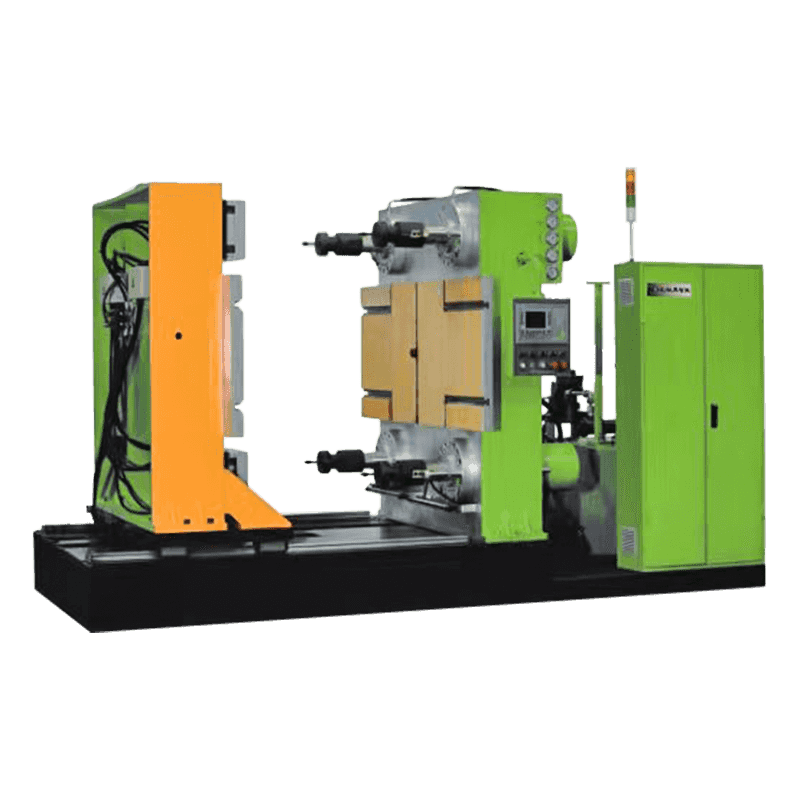
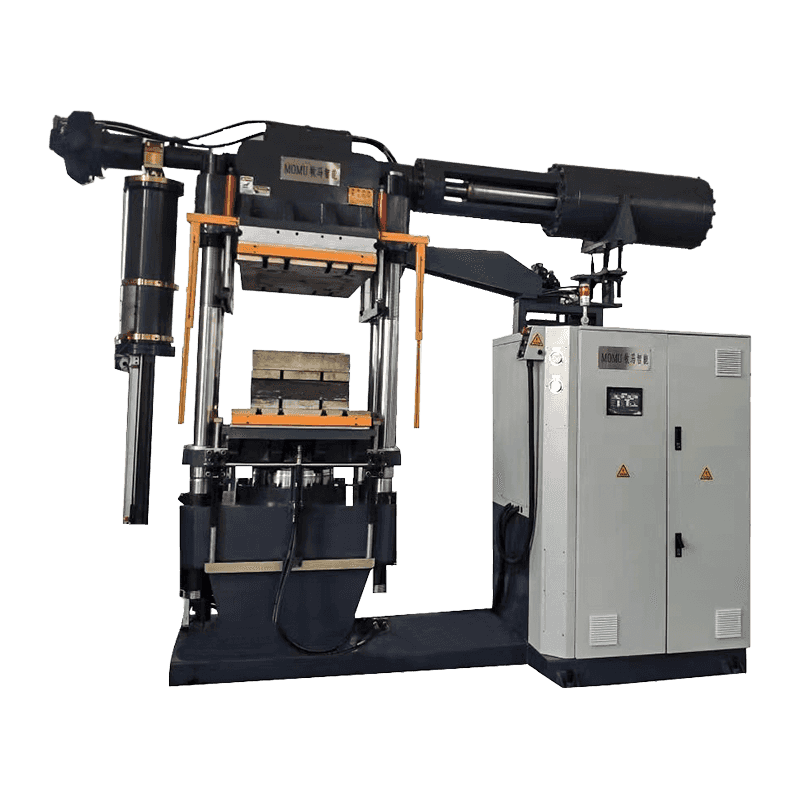
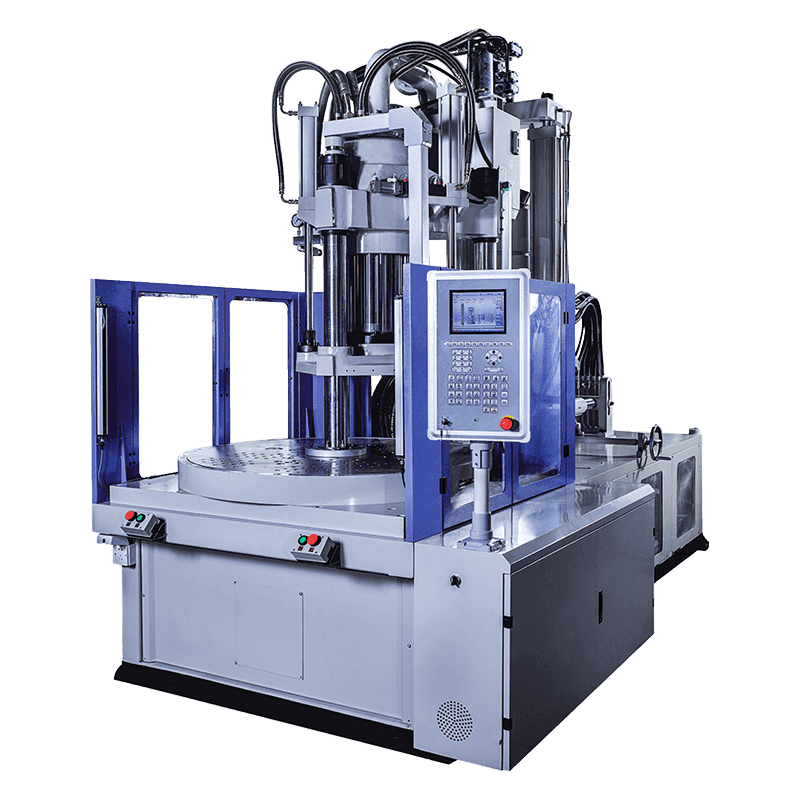
Mașinile de turnat prin transfer folosesc o oală separată pentru a preîncălzi compusul înainte ca un piston să-l împingă prin canale într-o matriță închisă. Acest lucru permite geometrii mai complexe ale pieselor și un control dimensional mai bun decât turnarea prin compresie dreaptă, deși supune armătura cu fibre la o forfecare ceva mai mare pe măsură ce trece prin canale înguste. Mașinile de turnat prin injecție adaptate pentru BMC fac acest pas mai departe, folosind un șurub alternativ pentru a alimenta continuu compus direct într-o matriță închisă, care se potrivește producției de piese cu volum mare de complexitate moderată.
Alegerea dintre cele trei metode
| Metoda | Cel mai bun pentru | Timp de ciclu tipic |
| Compresie | Forme simple, piese de înaltă rezistență | 60 până la 120 de secunde |
| Transfer | Complexitate moderată, turnare cu inserție | 45 până la 90 de secunde |
| Injecție | Volum mare, geometrie complexă | 20 până la 60 de secunde |
Configurarea corectă a unei rulări de producție
Înainte de a începe orice ciclu de producție, operatorii ar trebui să verifice dacă temperatura matriței s-a stabilizat în toate zonele, deoarece o diferență de temperatură de chiar și cinci până la zece grade între secțiunile unei matrițe mari poate cauza întărire neuniformă și stres intern. Cele mai multe mașini BMC moderne includ controlere de temperatură multi-zone cu citiri independente și merită să verificați fiecare zonă individual, mai degrabă decât să aveți încredere într-o singură citire medie.
Greutatea de încărcare este o altă variabilă critică. Prea puțin compus lasă fotografii scurte sau goluri de suprafață, în timp ce prea mult provoacă bliț și pierderi excesive de material la linia de despărțire. Operatorii determină de obicei greutatea corectă de încărcare printr-o serie de fotografii de probă, cântărind compusul cu precizie înainte de fiecare încercare și ajustând în trepte mici până când piesa se umple complet cu bliț minim. Odată ce greutatea corectă este stabilită, aceasta ar trebui să fie documentată și utilizată în mod consecvent, deoarece compusul BMC nu tolerează tipul de reglare din mers comună cu materialele termoplastice.
Forța de prindere trebuie să fie, de asemenea, potrivită cu zona proiectată a piesei și cu presiunea internă generată în timpul întăririi, în general, urmând o regulă generală între 800 și 1500 psi de suprafață proiectată, deși aceasta variază în funcție de formularea specifică a compusului și geometria piesei. Strângerea insuficientă duce la inexactitate dimensională și flash, în timp ce strângerea excesivă poate accelera uzura matriței și a barelor de legătură fără a îmbunătăți calitatea pieselor.
Gestionarea timpului de vindecare și a eficienței ciclului
Timpul de întărire este cel mai mare factor care determină câte piese poate produce o mașină BMC pe oră și depinde de grosimea piesei, de temperatura matriței și de agentul de întărire specific utilizat în formularea compusului. Secțiunile mai groase necesită timpi de întărire mai lungi, deoarece căldura trebuie să pătrundă în miez înainte ca reacția să se finalizeze în întreaga piesă, iar tragerea prea devreme a unei piese riscă deformarea sau proprietăți mecanice incomplete chiar dacă suprafața pare complet întărită.
Mulți producători folosesc un ghid general de întărire pentru aproximativ treizeci de secunde per milimetru de grosime a peretelui la temperaturi standard ale matriței, deși acest lucru ar trebui întotdeauna verificat în raport cu fișa de date a furnizorului de rășină, mai degrabă decât tratat ca o regulă universală. Executarea unui test de calorimetrie cu scanare diferențială pe un nou lot de compus poate ajuta la confirmarea cineticii reale de întărire înainte de a se angaja într-un ciclu de producție, în special atunci când schimbați furnizorii sau loturile de rășină.
Factori care influențează timpul ciclului
- Grosimea parțială a peretelui și masa totală a materialului
- Temperatura suprafeței mucegaiului și uniformitatea între cavități
- Tipul de agent de întărire și concentrația în compus
- Prezența inserțiilor metalice, care pot acționa ca radiatoare și întărirea locală lentă
- Numărul de cavități și cât de uniform este distribuit compusul între ele
Defecte comune și cauzele lor fundamentale
Deoarece turnarea BMC implică o reacție chimică de întărire mai degrabă decât o simplă solidificare, defectele se regăsesc adesea din problemele termice sau de sincronizare, mai degrabă decât setările mecanice care domină depanarea termoplasticului. Apariția veziculelor la suprafață, de exemplu, rezultă de obicei din substanțele volatile prinse sau aerul care nu ar putea scăpa înainte ca suprafața să se dezlipească, ceea ce indică necesitatea unei mai bune ventilații a matriței sau a unei secvențe ajustate de vid, mai degrabă decât o schimbare a vitezei de injectare.
| Defect | Cauza probabilă | Remediere recomandată |
| Blowing la suprafață | Substanțe volatile sau aer prinse | Îmbunătățiți ventilația, reglați sincronizarea vidului |
| Deformare după ejectare | Timp de întărire insuficient sau căldură neuniformă a mucegaiului | Extindeți întărirea, reechilibrați zonele de încălzire |
| Bliț excesiv | Supraîncărcare sau forță de strângere scăzută | Reduceți greutatea de încărcare, verificați tonajul clemei |
| Prezentarea fibrei sau rugozitate | Forfecare în exces în timpul hrănirii | Scăderea vitezei șuruburilor și a contrapresiunii |
Practici de întreținere care prelungesc durata de viață a mașinii
Reziduurile BMC întărite rămase în butoi, canale sau suprafețele matriței sunt abrazive și pot accelera uzura șuruburilor, inelelor de verificare și suprafețelor cavității dacă nu sunt curățate în mod regulat. Majoritatea unităților programează o purjare minuțioasă și o curățare mecanică la sfârșitul fiecărei ture, folosind compuși de curățare dedicati, menționați pentru a înmuia reziduurile de rășină întărite fără a deteriora suprafețele matriței cromate.
Benzile de încălzire și termocuplurile ar trebui verificate pe un program fix, deoarece o zonă de încălzire defectă apare adesea mai întâi ca o deviere subtilă a calității, mai degrabă decât o defecțiune evidentă a mașinii. Păstrarea unui jurnal de întreținere care înregistrează citirile rezistenței încălzitorului, măsurătorile uzurii șuruburilor și tendințele presiunii hidraulice de-a lungul timpului, face mult mai ușor să detectați o problemă în curs de dezvoltare înainte de a provoca un lot de piese deșeuri.
Starea fluidului hidraulic merită, de asemenea, o atenție regulată, deoarece forțele mari de strângere implicate în turnarea BMC pun un stres continuu asupra etanșărilor și supapelor. Înlocuirea filtrelor la program și monitorizarea temperaturii fluidului în timpul perioadelor lungi de producție ajută la prevenirea deplasării treptate a presiunii care poate afecta în mod silențios tonajul clemei și dimensiunile pieselor pe parcursul săptămânilor de funcționare.
Selectarea mașinii potrivite pentru aplicația dvs
Când evaluați o mașină specială de turnat BMC pentru achiziționare, potriviți tonajul de prindere și dimensiunea împușcatului la cea mai mare parte anticipată, mai degrabă decât la piesa dvs. medie, deoarece subdimensionarea unei mașini pentru proiecte viitoare este o greșeală comună și costisitoare. Luați în considerare, de asemenea, dacă mixul dvs. de produse înclină spre piese simple, de înaltă rezistență, care favorizează turnarea prin compresie, sau geometrii complexe cu inserții care favorizează configurațiile de transfer sau injecție.
În cele din urmă, priviți cu atenție numărul de zone și capacitatea de răspuns a sistemului de control al temperaturii, deoarece încălzirea inconsecventă a matriței este una dintre cele mai persistente surse de variație a calității în producția BMC. O mașină cu control mai fin a zonei și răspuns mai rapid al încălzitorului va produce, în general, piese mai consistente pe perioade lungi de producție, chiar dacă costul inițial este oarecum mai mare decât o alternativă mai simplă.